
|
|
 A Foods of England online text. For more see Cookbooks 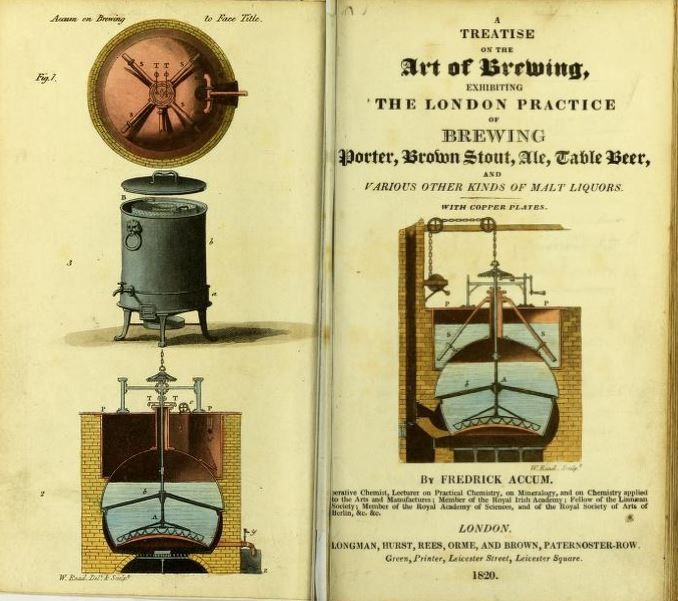 TITLE: A treatise on the art of brewing : exhibiting the London practice of brewing porter, brown stout, ale, table beer and various other kinds of malt liquor AUTHOR: Accum, Friedrich Christian, 1769-1838 PUBLISHER: London : Longman, Hurst, Rees, Orme & Brown DATE: 1820 THIS VERSION: Based on the one at www.archive.org digitized by Jisc and Wellcome Library from a copy at the University of Glasgow Library . This is an Optical Character Recognition scan, it has been partly edited, but still contains very significant errors. A TREATISE ON THE ART of BREWING EXHIBITING THE LONDON PRACTICE OF BREWING Porter, Brown, Stout, Ale, Table Beer AND VARIOUS OTHER KINDS OF MALT LIQUORS, with copper plates. By FREDRICK ACCUM. Operative Chemist, Lecturer on Practical Chemistry, on Mineralogy, and on Chemistry applied to the Arts and Manufactures ; Member of the Royal Irish Academy ; Fellow of the Linnaean. Society ; Member of the Royal Academy of Sciences, and of the Royal Society of Art* of jBerlin, &c> &c. ^ LONDON. 1 Green, Printer, Leicester Street, Leicester Square. 1820 . PREFACE. LONDON, COMPTOR STREET, SOHO. This Treatise is intended to exhibit a summary account of the process of Brewing, from the prepara- tion of the malt to the storing of the beer. I have, in the first place, given an account of the various sorts of malt employed in producing the dif- ferent kinds of beer most in esteem. I have ex- plained the object of the Malting process, the chemi- cal changes which take place during the conversion of barley into malt, and the most approved methods of obtaining the desired products. This explanation is followed by a full description of the general operations which constitute the art of the brewer, the whole of which are founded upon the science of chemistry. I have endeavoured to explain the chemical constitution of the materials on which those processes are employed, the means by which the manufacturer arrives at his object, and the phi- losophical principles on which depends the successful practice of his art. I have given a clear and faithful account of all the particular processes pursued in brewing Porter, Brown Stout, Aley and other sorts of malt liquor, as practised in the London Breweries, I have stated the proportions of Malt and Hops customarily used in brewing Malt Liquors of various denominations. I have detailed the method of esti- mating the quantity of fermentable matter obtainable from different kinds of malt ; I have pointed out the relative strength of the Malt Wort indispensably requisite, and the particulars to be attended to, in the fermentation of different kinds of Porter, Ale, Table Beer, and other sorts of Malt Liquor. I have adduced several other statements, not else- where to be met with, of which the merit or blame must rest exclusively with myself ; amon j these may be noticed the View exhibiting the decrease of Specific Gravity which takes place in ditferent kinds of Malt Wort from the commencement of the fermentative process to the completion of the beer j and the de- crease of density which Porter, Ale, and other kinds of beer, of different strength, suffer by age. I have also given a Tabular View, shewing the Spe- cific Gravity of the different sorts of Malt Liquor met with in commerce, and several other particulars tending to illustrate the generalities of the Art of Brewing, as practised in the London breweries, where the most scrupulous attention is paid to the economy of the materials, the perfection of the process, and the quality of the beer. To this summary view I have added several Ex- amples of Brewing Processes, exhibiting the weight, measure, and quality of the materials employed, and the manipulations and time requisite for the opera- tions together with their final results. To render this Treatise still more useful, I hare subjoined concise Instructions for conducting the operations of Brewing [in the Small Way, to enable private individuals to brew different kinds of malt liquor with economy and success. My main object has been to divest the art of brew- ing of the mystery in which it has been involved by interested persons ; to enable the reader to avoid the mistakes frequently committed in follovdng the empirical directions given in Treatises professedly written on this important branch of trade, and to lay before those who are interested in it, that scientific mode of operating, which alone can lead to exact and successful results. HISTORICAL SKETCH OF THE ART OF BREWING BEER The art of preparing vinous liquors from nutritive farinaceous seeds, previously sub- jected to the process of germination, or malt- ing, appears to have been known and prac- tised in very remote ages, among those people who lived in countries that are not adapted for the culture of the grape. The ancient Greek writers gave the name . of barley wine to malt liquors. The in- vention of brewing is ascribed to the Egypians was particularly celebrated for its manufacture of malt liquors. Herodotus attributes the disco- very of the art of brewing to Isis, the wife of Osiris. Galen, who lived at Rome, and flourished in the reign of Antoninus Pius, and Diosco- rides, the favourite of Mark Antony, were neither of them strangers to ale. Tacitus informs us, that beer was known in very remote ages among the northern nations, and that this liquor was the favourite drink of the Anglo-Saxons, and Danes, as it had been of their ancestors, the Ger- mans. Before their conversion to Chris- tianity, they believed that drinking large and frequent draughts of fermented malt liquors was one of the chief felicities which those heroes enjoyed, which were admitted into the hall of Odin. After the introduction of agriculture into this country, malt liquors were sub- stituted for mead, and became the most general drink of all the ancient Britons ; both ale and beer is mentioned in the laws of Ina, king of Wessex. Among the different kinds of drinks pro- vided for a royal banquet in the reign of Edward the Confessor, ale is particularly specified. In Scotland and Wales they had at that time two kinds of ale, called common ale, and aromatic ale, both of which were considered as articles of great luxury among the Welsh. Wine, it appears, was then unknown even to the king of Wales. Buchan, in his history of Scotland, men- B 2 4 ART OF BREWING. tions the use of malt liquor at a very early period, and calls it vinum ex frtigibus cor- ruptis. The heroic, but ill-fated, Mungo Park, found the art of brewinor beer among: the negroes in the interior parts of Africa. They prepare the seed of the Holcus Spicatus nearly in the same manner as we do barley, and he says that their beer was, to his taste, equal to the best strong malt liquor he had ever tasted in his native country. All the ancient malt liquors, however, seem to have been made entirely of barley, or some other farinaceous grain, and there- fore were not generally calculated for long keeping, as this quality depends considera- bly, though not entirely, on the bitter prin- ciple of the hops with which the liquor is impregnated. The use of this plant in the art of brewing is of modern date. ART OF BREWING. 5 CHEMICAL CONSTITUTION OF MALT LIQUORS. Beer may be considered as the wine of grain, for it is the product of the fermenta- tion of malt, just as wine is that of the fermentation of the grape, or other sub- acid fruits. Malt liquors, however, are distinguished from wine, chiefly by the larger -quantity of mucilage and saccharine matter which they contain, and the absence of super-tartrate of potash, a salt which exists in all wines made of the juice of the grape. The principal distinction of malt liquors is into Beer, properly so called. Ale, and Table Beer, or Small Beer. 6 ART OF BREWING. ilotter* Porter, which is commonly called Beer in London, must be pronounced the most perfect of all malt liquors. The processes employed for brewing this kind of malt liquor, all unite to convert the substance from which it is produced into the most per- fect vinous fluid that can be obtained from grain. The origin of porter is thus related by the Editor of the Picture of London : � � Prior to the year 1722^ the malt liquors in general use were ale, beer, and twO'* penny, and it was customary for the drinkers of malt liquor to call for a pint or tankard of half-and-half, i. e. half of ale and half of beer ; half of ale and half of twopenny ; or half of beer and half of twopenny. In ART OF BREWING. 7 course of time it also Became the practice to call for a pint or tankard of three threads, meaning- a third of ale, beer, and twopenny, and thus the publican had the trouble to go to three casks, and turn three cocks for a pint of liquor. To avoid this trouble and waste, a brewer of the name of Harwood, conceived the idea of making a liquor which should partake of the united flavours of ale, beer, and twopenny. He did so, and suc- ceeded, calling it entire, or entire butt beer, meaning that it was drawn entirely from one cask or butt, and, being a hearty nourishing liquor, it was very suitable for porters and other working people. Hence it obtained its name of porter.� 8 ART OF BREWING. me. Ale is beer of a more syrupy consistence than porter ; it contains a considerable quantity of undecomposed farinaceous mat- ter, and saccharine mucilage, which im- part to it a clammy consistence and sweetish taste. Hence strong new brewed ale becomes muddy by a copious admixture of alcohol, whereas porter suffers no percep- tible change from this agent. ART OF BREWING. 9 Small, or Table Beer, as its name im- plies, is a weaker liquor than ale, contain- ing a larger quantity of water. Two parts of London table beer may be considered equivalent in strength to one of ale ; but, according to the legal distinction*, all beer sold above the price of ISs. per barrel is deemed ale, or strong beer, and pays the ale duty, viz. 10s. per barrel ; and beer, of the price of 18s. per barrel, or under, exclusive of the duty, namely 2s. per barrel, is considered as table beer within the mean- ing of the act. * 59. Geo. III. c. 53. sec. 25, B 3 10 ART OF BREWING. QUANTITY OF SPIfelT OF WINE CONTAINED IN PORTER, ALE, AND OTHER KINDS OF MALT LIQUORS * However different the various species of malt liquors of commerce may be, they ne- vertheless all resemble each other in their general properties, and in the manner in which they comport themselves in chemical analysis. All kinds of malt liquor contain a common identical principle, from which their similar effects are produced, namely alcohol or spirit. They are of course weaker than wines, and in general more liable to become flat and acescent from this circumstance, as well as from the portion of undecomposed muci- Repository of Arts, No. 2, p. 74. � 1816. AHT OF BREWING. 11 lag-e,and extractive saccharine matter which they contain ; but they are still possessed of the same general qualities, and agree in the effects they produce on the animal system. The following table exhibits the per centage of alcohol contained in different kinds of malt liquors ; � Table exhibiting Parts of One hundred parts, Alcohol, by Measure, by contained Measure. Table exhibiting One hundred parts, by Measure, contained Parts of Alcohol, by Measure. Ale, home-brewed 8,30 Porter, London, Ale, Burton, three eight samples 4,00 samples 6,25 Ditto, dittot 4,20 Ale, Burton* 8,88 Ditto, dittof 4,45 Ale, Edinburgh* 6,20 Ditto, ditto, bottled 4,75 Ale, Dorchester* 5,50 Brown Stout, four Ale, London, six samples 5 samples 5,82 Ditto, dittoj 6,80 Ale, Scotch, three Small Beer, six samples 5,75 samples 0,75 Ditto, ditto 1,28 * Copied from Professor Braude, in the Philosophi- cal Transactions, 1811, p. 345. t Result of our own Experiments. X Professor Brande�s Experiments. 12 ART OF BREWING, for li^rrkoittg iSrrr. Different kinds of corn are employed for the purpose of making beer. In Britain barley is the most common grain in the pre- ' paration of this liquid. In America it is not uncommon to make beer of Indian corn, and sometimes of rice. In the interior of Africa beer is brewed, as already stated, from the holcus spicatus. In some northern countries of Europe a mixture of rye and barley is used. In the East Indies beer is frequently made of wheat ; but the grain which answers best is common barley, because its germina- tion is most easily conducted, and its fari- naceous matter is more readily converted ART OF BREWING. 13 into saccharine matter than any other seed, and affords it in greater quantity. In Scotland the species of barley called heer or big, [hordium hexastichon), which is a much more hardy plant than common barley, and ripens better in northern latitudes, is employed. The principal ingredients and only essen- tially necessary substances employed in brewing beer are water, malted corn, and hops. The law of this country does not allow the public brewer to use any other material ; even the colouring of malt liquors by burnt sugar, or any other substance, not deleterious to health, is prohibited. 14 ART OF BREWING. amti of iHatlting* One of the preliminary, or first processes in the art of brewing, is the conversion of the farinaceous part of the grain into a species of saccharine matter. It is known that barley, and other cereal and leguminous seeds, when penetrated first with a portion of water, and afterwards exposed to a mode- rate temperature, swell, and announce the intestine movement that is excited in them by the development of the grain which sprouts out of these seeds. If the grain in this state be examined, it will be observed, that it has acquired a saccharine taste, and the water in which it is boiled extracts from it a real saccharine substance, which may be obtained from it by evaporation. Pre- ART OF BREWING. 15 vious to this process it was insipid and simply farinaceous. When the grain has been thus changed, the brewer stops this operation, he heats and dries the germinated seed by the action of fire, and when they are well dried, he grinds them in order afterwards to prepare an infusion of them, which when boiled with hops, and suffered to ferment, affords beer. The term malt is, therefore, applied to grain which has been made to germinate artificially to a certain extent, in the follow- ing manner. The barley is steeped in water for a period, according to law, not less than forty hours, beyond that time the steeping may be con- tinued as long as the maltman chooses. The barley increases in weight 0,47 per cent, and the increase in bulk amounts to about one fifth ; during this change much 16 ART OF BREWING. carbonic acid is disengaged; the grains be- come somewhat tender, and tinges the water of a bi�ight reddish brown colour. The water being drained away, the barley is spread about two feet thick upon a floor, where it is formed into a rectangular heap, called the couch, about sixteen inches deep.^ In this situation it is allowed to remain about twenty-six hours. It is then turned by means of wooden shovels,and diminished a little in depth. This turning is repeated twice a day, or oftener, and the grain is spread thinner and thinner till at last its depth does not exceed a few inches. It is chiefly during this period that it begins gra- dually to absorb oxygen from the air, and to convert it into carbonic acid. In conse- quence of this chemical action the tempe- rature slowly increases, and in about ninety - six hours the grain is, at an average, about ART OF BREWING. 17 10� hotter than the surrounding air. At this time the barley, which had become dry on the surface, becomes ag-ain so damp that it wets the hand ; this is called sweating. The great object of the maltman is to keep the temperature from becoming excessive. This is affected by frequently turning the grain. The temperature which they wish to preserve varies from 55� to 62� F. During the sweating, the roots of the grains begin to appear, and rapidly increase in length till checked by frequently turning the malt. About a day after the sprouting of the roots, the rudiments of the future stem, called acrospire by the malsters, lengthens ; it rises from the same extre- mity of the seed with the root, and ad- vancing within the husk, at last issues from the opposite end j but the process of ger- 18 ART OF BREWING. mination is stopped before it has made such progress. As the acrospire shoots along the grain, the mealy part of the corn undergoes a che- mical change. The glutinous and mucila- ginous matter is taken up and removed by the embryo plant ; the texture of the grain becomes so loose that it crumbles between the fingers. When the acrospire has come neai�ly to the end of the seed, the process is stopped by drying the malt upon the kiln. The degtee of heat at first does not exceed 90� ; but it is raised very slowly up to 150�, or higher, according to the nature of the malt required. It is then cleaned, to sepa- rate the rootlets, which are considered as in- jurious ; these appear to be formed chiefly trom the mucilaginous and g�lutinous part of the grain. The starch is not employed in their formation ; but undergoes a change, ART OF BREWING. 19 intended, no doubt, to fit it for the future nourishment of the plnmula, or embryo plant. It acquires a sweetish taste, and the property of forming- a transparent sweet solution with hot water, approaching to the nature of sugar. The process of malting, therefore, is ob- viously nothing more than germination arti- ficially excited, Avith the view of converting the fecula, or starch of the barley, into saccharine matter, and this is brought about by the abstraction of carbon, which takes place on the malt floor. It appears, however, that the whole starch does not suffer this change ; a portion of it still remains in the grain, which may even be extracted from it pure. It was supposed that the germination of seeds was absolutely indispensable to ren- der them susceptible of fermentation. The 20 ART OF BREWING. produce of the malt distiller shews that this opinion was founded in error. The malt distiller adds to the malted grain, which they ferment, a certain quantity of unmalted corn, nearly ground to powder, and the proportion of uumalted corn has even been gradually so much increased, as to exceed considerably that of the malted grain. This mixture they grind to meal, infused with water, at a heat considerably lower than that of the water used by the brewers, and employ much more agitation to mix it com- pletely. The wort is drawn otf and cooled in the usual way, and fresh water poured on to exhaust the grain. The wort thus formed is pot so transpa- rent as that from malt, but its taste is nearly as sweet. It would appear, there- fore, that the starch in the raw grain un- dergoes a certain change during the mash- ART OF BREWING. 21 ing, and is brought towards the state of saccharine matter. The wort of raw and malted grain is, by the addition of yeast, made to ferment easily, and affords a strong vinous liquor. The advantage of employing f unmalted corn in the process of the vinous fermen- tations was first pointed out by Dr. Irvine, in 1785. He observes, that not only is saccharine matter susceptible of fermenta- tion, but the farinaceous and mucilaginous parts of vegetables also contribute in pro- ducing this effect. In their pure state they can neither be changed into vinous liquors nor into vinegar ; but, when combined with a small portion of sweet matter, they all ferment together, and may either change wholly into vinous liquor, or wholly into vinegar, according to the proportion of saccharine matter combined with them. 22 ART OF BREWING. If the latter greatly predominates, the fari* naceous parts are entirely changed into the same vinous fluid with the sweet part ; if the quantity is very small, the whole be- comes vinegar, and has little tendency of ever having been in the vinous state. Thus a quantity of meal from wheat, barley, or oats, whose greatest part is farinaceous, when mixed with a portion of saccharine matter, it falls into the vinous fermenta- tion, and the quantity of inebriating spirit produced is much greater than the saccha- rine matter aloue would have afforded. Certainly, however, continues he, the powers of vegetable life are no way con- cerned, or necessary to it. It is not during the growth only of the seed that this change can be affected ; but a quantity of the sweet matter produced by the growth of the seed, mixed with a quantity of the ART OF BREWING. 23 same seed ground into powder, and the whole mixed with a proper quantity of water, will all become sweet, and fall after- wards into the vinous fermentation, and be changed into spirit in the same manner as if the whole had been previously altered by the vegetation of the seed. Were it not for this property of the farina, great loss would frequently be sustained by the farmers in unfavourable seasons ; grain that has once began to grow, and whose vegetation has been stopped, can never be made to grow again. Such grain can never undergo any farther malting ; when grain has been made to grow in this improper manner, it can hardly be supposed that the change into saccharine matter is perfect or complete. It therefore would be less proper for the vinous fermentation, and would furnish a smaller quantity of spirit than grain which 24 ART OF BREWING. had been perfectly malted. This grain, however, when mixed with a quantity of perfect malt, and fermented, furnishes as much spirit as if the whole had been in the state of malt. The persons in this trade even prefer it to an equal quantity of malt ; for, in good seasons, when no such half malted or half spoiled grain can be got, they take good grain, reduce it to meal, and mix it with their malt, and are satisfied that they obtain more spirits in this way than from an equal quantity of good malt. The advantages that would result to the brewer from the use of a portion of un- malted barley, would be very great ; but the Excise laws, as they now are, prohibit the use of every other article, except malt and hops, in the manufacture of beer made for sale. ART OF BREWING. 25 VARIOUS KINDS OF MALT EMPLOYED FOR BREWING BEER. There are three different kinds of malt distinguished by the brewers, namely, pale, brown, and amber coloured malt, names derived from the colour, which depend on the mode of drying the malt. Pale malt differs scarcely in colour from barley, it being dried by a very gentle heat, just so far as to prevent the vegetation of the grain from taking place. Amber-coloured malt is, in all its pro- perties, intermediate between pale and brown malt ; it is rendered so by being dried with a greater heat. Brown malt differs from the former in having been exposed to a still higher tern- 26 ART OF BREWING. perature ; so that the outside of the flour is in a measure charred. Pale and amber-coloured malt are used for fine ales, and pale beer ; brown malt, or a mixture of brown and amber- coloured malt, is used for brown ale and for porter. The colour of the malt not only affects the colour of the liquor brewed from it, but, in consequence of the chemical operation of the heat applied on the principles that are developed in the grain during the process of malting, materially alters the quality of the beer, especially with regard tO:the pro- perties of becoming fit for (drinking and growing fine. The quality of malt differs according as it is more or less soaked, drained, germinated, dried, or baked, and the quality of the barley from which it is obtained. ART OF BREWING. 27 The principal advantage of high dried malt over the paler kind is the intense yel- lowish brown colour which it gives to the liquor, but always at the expence of the richness of the beer. High dried malt con- tains a less quantity of matter capable of producing a vinous fluid than the same quantity of pale malt. If colour be wanted in domestic brewing, it may be more eco- nomically given by burnt sugar. atm on ittanufaftur^ of iHalt. The malt -kiln is a chamber of the figure of a large inverted pyramid, having a fire- grate in its vertex. The base of the pyra- mid is covered by a floor, upon which the malt is spread about four inches deep, to c 2 7 28 ART OF BREWING. receive the action of the fire beneath, the heat of which passes through the floor. In the old malt kilns the floor is constructed of iron bars, supporting tiles, which have large holes made nearly through them, from the lower side, and then very small holes pricked quite through, so as to form an earthen grating. In the modern kilns, wire floors, or plates of iron, full of small holes, are now used, similar to sieves ; these admit the heated air to act on all the sides of every grain, and the heat makes its way through the malt, carrying off the moisture along with it, and thus dries it equally without parching the outside. The grain being spread on the kiln four inches thick, is turned every three or four hours. The heat of the malt on the kiln, when fit for pale malt, is T20�, and for brown malt 145�. Whatever colour it be I ART OF BREWING, 29 iotended to give the malt, the heat at first should be low. Thus, for example, malt which is to receive a high brown colour, should be first rendered pale malt, then amber, and so on progressively, not by a sudden increase of the fire, but by a long continuance of it. The great secret in drying malt consists in slowly exposing it to a gradual heat, so as to dissipate all the moisture which it contains, and then gradually to increase the heat to the requisite temperature. In the best regulated malt-houses, at the com- mencement of the operation, the tempera- ture does not exceed 90�, and as the malt parts with its moisture, the heat is gra- dually increased till it has reached to about 150� or even as high as 165�. Under such circumstances, the colour of the malt may be made to remain pale ; whereas, if the 30 ART OF BREWING. temperature be suddenly raised, the malt infallibly assumes a high brown colour, and much fermentable matter is lost. After the lire is withdrawn, the malt is allowed tore- main on the kiln till it has become nearly cold. Mixed barley, or such as is grown in various and different situations, should never be purchased when it can be avoided, as it will be apt to disappoint the maltster, from the seeds not germinating uniformly, and at the same time also, that during the malting process, some will only be half malted, others too much, and others again, perhaps, not at all. Also old barley mixed with that of the last harvest does not malt well, for it does not germinate at the same time. The following table, exhibiting the changes of colour which malt assumes at ART OF BREWING. 31 difFerent temperatures, has beea drawn up by Mr. Combrune. Degrees of heat, F. 124 Cream coloured Malt 129 Light Yellow Do. 134 Amber colour Do. 138 High Amber colour 143 Pale Brown Do. 152 High Brown Do. 157 Brown, inclining to Black Degrees of heat, F. 162 High Brown, speck- led with Black 167 Blackish Brown 171 Colour of Burnt Coffee 176 Black Malt Mr. Combrune�s experiments were made in an earthenware pan placed over a char- coal fire, in which a thermometer was placed half way between the upper surface of the malt and the bottom of the pan. Now, it is obvious, that the bottom of the pan must have possessed a much higher temperature than that part of the malt where the thermometer was fixed, and by the constant stirring of the malt, the whole of it must have been gradually brought into 32 ART OF BREWING. contact with the heated surface of the pan. The temperatures which he assigns are therefore fallacious. Had the malt not been stirred, the changes of colour would have indicated the temperature at which it was produced. IHftiioti of ttje relatibr 'Falue of biffmnt of iHalt The best malt is of a round full body ; the grains, when broken, present a soft flour enveloped in a thin skin ; it breaks easy between the teeth, and has a sweet mellow taste. Such malt as is devoid of a saccharine and mealy taste, and agreeable odour, and which breaks hard and flinty, ought to be rejected. Another method employed by brewers to ART OF BREWING. 33 ascertain the goodness of malt, is to put a quantity in a glass of water ; when that part of it, which has been thoroughly malted, will swim upon its surface, and such grains as are unmalted sink to the bottom. The most rational method of ascertaining the relative value of different samples of malt, is, to determine the quantity of fer- mentable matter obtainable from a given quantity ; for no substance of commerce varies more in quality than malt. And this may easily be accomplished, by extracting in the small way, by means of water heated to the temperature employed in the brewing process [See Mashing^, all the fermentable matter, from a given sample of the malt. The following table* exhibits the amount of fermentable matter per quarter of malt, * Communicated by Mr. Foster, Brewer, c 3 34 ART OF BREWING, obtained in the large way, from different sorts of malt manufactured from barley of the growth of 1819. Growth Average quantity of Kind of Malt. of the fermentable matter Barley, per quarter of malt. No. 1. Pale Malt Norfolk 861bs. 2. Do. Cambridgeshire 79,5 3. Do. Do. 78.76 4. Do. Dantzig 67,5 5. Brown Malt . Essex . 70,25 6. Do. Do. 70 7- Do. Do. 65,25 8. Amber Malt . Norfolk 82,50 9. Do. Hertfordshire 87,8 10. Do. Do. 85 11. Do. Do. 84 12. Pale and Brown Do. 74,75 13. Do. Norfolk 82 14. Do. Do. 73,50 15. Do. Do. 80,50 16. Do. Do. 65,25 17. Pale Malt Hertfordshire 78,25 18. Do. Do. 80,75 19. Do. Lincolnshire . 79 20. Amber Malt . Cambridgesltire 82 21. Pale Malt Do. 81,5 22. Brown Malt . Do. 68,25 23. Do. and Amber Do. 69 24. Pale Malt Norfolk 71,50 25. Do. Do. 68,78 26. Do. Dantzig 65,25 ART OF BREWING, 35 The instrument usually employed to ascertain the value of malt, is called the saccharometer, of which we shall speak more fully afterwards. On this subject it has, however, been asked, if the saccharometer is an instru- ment which truly indicates the strength of the malt-infusion ; and are the constituents of malt always dissolved in the same propor- tions to each other ? because unless this be the ease, there can be but little dependance placed upon it. To this it has been an- swered, by a modern writer, that the sac- charometer indicates correctly the specific gravity of the fresh wort before it begins to ferment. The value of the beer or ale, supposing the process properly conducted, always depends upon the strength, that is, the specific gravity of the wort, because the same substances are always taken up from good malt ; and the real value of beer, to 36 ART OF BREWING. say nothing of the market price, is always proportional to the specific gravity of the wort, as first obtained from the malt. By knowing the gravity of the wort, the brewer is enabled to imitate the beer of other establishments. If, for example, he is desirous of imitating Burton ale, or Loudon porter, and knowing the average gravities of the worts- which are employed in the manufacture of them, he can be correct in the imitation of their strength ; � a circumstance of which he cannot be > assured by any other means, because, malt made in one place frequently differs very much in quality from malt made in another place. Suppose that a brewer in Edinburgh is informed that the London brewer draws two barrels and a half, or two barrels and three firkins of porter from a quarter of malt, immediately com- ART OF BREWING. 37 naencing to obtain the same quantity, with- out considering the difference in the quality of the malt brought to the London market, and that produced in Scotland, he may find his liquor exceedingly deficient in strength. Or, on the contrary, if being willing to make a random allowance for the supposed deficiency in the quality of the malt, he were to draw only two barrels per quarter, when perhaps it would have afforded two barrels and a firkin, he wastes malt to no purpose, which a previous knowledge of the value of the malt would have prevented. 88 ART OF BREWING. Are the seed or flower pods of the hop plant humulus lupidus, an indigenous peren- nial eliinbiugplantcultivatedin this country to a great extent in Kent ; but it is the female hop plant only which is employed as an article of commerce. The flower pods of hops are intensely bitter, aromatic, and astringent. By a simple infusion, the aromatic part is extracted ; by short boiling the bitter, andbylong-continued boiling, the aromatic is dissipated, and the astringency predominates. The aromatic part resides in a volatile oil, and the astringency in a species of tannin, for sulphate of iron is blackened by it. Hop also contains a resin, from which originates the bitterness, and a nau- ART OF BREWING. 39 seous mucilaginous extractive matter, which alcohol precipitates from the infusion. The evident effects of the hop is to impart an aromatic bitter taste, and to retard the acetous fermentation ; for malt liquors keep longer in proportion to the quantity of hops added, and the bitterness decreases as the liquor becomes ripe, and disappears as it verges to acidity. Hops were first brought into England from the Netherlands, in the year 1524. They are first mentioned in the English statute book in the year 1552, viz. in the fifth and sixth of Edward the Sixth, chap- ter the fifth ; and by an act of parliament of the first of king James the First, 1603, chapter the eighteenth, it appears that hops were then produced in abundance in Eng- land. 40 ART OF BREWING. Cfiaractere of tfje �roott�00 of itt?op0� The goodness of hops depends upon se- veral different circumstances, but princi- pally on the clammy or resinous feel of the �yellow farinaceous powdery matter which is sprinkled over them, their colour, and aromatic odour. And a sample is con- sidered the more or less valuable, the more or less clammy the flower buds feel ; while it is of the greatest consequence, in rela- tion to the colour, that it should be pre- served as bright as possible, yet it does not always follow that the best coloured samples possess the strongest aromatic flavour. Rub a few of the hop pods strongly in the palm of the hand, and if they are good. \ ART OF BREWING. 41 an oily, rich, or resinous substance will be perceptible, accompanied by a most frag-rant smell. The friction should pro- duce a quantity of fine yellow dust, called by the trade condition, in which the rich- ness of the hop, in part, consists, as does their strength in the oily or resinous sub- stance. On opening a sample of good hops, a considerable quantity of seeds are found j and if they have been properly dried, they possess a fine olive-green colour. Atten- tion should be paid to the bags, or pockets, to see that they have been properly strained or tightened. Hops that have been picked too soon are discovered by their vivid green colour ; the seeds are small, shrivelled, and the seed pods are deficient in flavour. When they have been picked too late, they possess a 42 ART OF BREWING. dusky-brown colour ; this latter defect is in some degree altered by the growers, by ex- posing them to the fames of burning brim- stone : a little practice and attention to their smell, will soon enable any person to detect this sophistication. They are considered old when they have been bagged one year, and when used in the brewery are generally allowed to have decreased from one fourth to one fifth in point of strength. ART OF BREWING. 43 #}ieratton 0 of as practi^eli in ttie large �2aai? fJI? tt)e Hontion ISretoer0. The first operation consists in grinding the malt, so as to break every grain without reducing it to a powder, and in that state it is called grist. The grinding of malt is effected between mill-stones in the same manner as corn is ground, but the stones are set to a greater distance so as not to crush the grain very fine, while at the same time they do not permit any of the smaller grains to escape without being crushed, and to prevent this effectually, the ground malt is made to pass through a screen, which separates the 44 ART OF BREWING* uncut grains, which are broken by being introduced between a pair of iron cylinders. By some brewers the malt is crushed be- tween cylinders, and in this case it is im- possible that any grains can escape un- broken. The external husks are thus ren- dered pervious to the water, and the pressure of the cylinder compresses the flour so much as to prevent the water from acting on it readily in the operation of mashing. This will take place in a greater degree in pale than in brown malt ; for the latter, from its high drying, becomes far more brittle than the malt which has been prepared at a lower temperature. In some establishments steel mills, simi- lar to those employed in the small way for grinding coffee have been adopted. A mill of this kind, of ten or twelve inches diame- ART OF BREWING. 45 ter, and performing' about 150 revolutions in a minute, grinds six or eight quarters of malt per hour, in a very perfect manner. It cuts the grains in the same manner as the mill-stones ; but the malt passing very quickly through the steel mill, the divided parts of the corn are not rubbed to flour, as in the mill-stones, by being so long under the action of the machine. After the malt is crushed, it is suffer- ed to lie for some time to mellow, as it is technically called, in a bin, or cool room, secluded from the light. The brown malt is suffered to melloiv from three to four or five days, before it is used, but pale malt only one or two days. It is asserted, that grist thus exposed to the air, requires less mashing, and that the strength of the malt is more readily and more perfectly ex- tracted, and the heer rendered considerably 46 ART OF BREWING. stronger than it would be with the same quantity of malt taken directly from the kiln. or liJrrparation of tt^e Is the next step in the process of brew- ing. This is performed, in the large way, in a circular wooden, or cast iron vessel, called the mash tun, shallow in proportion to its extent, and furnished with a false bottom, pierced with small holes, and fixed a few inches above the real bottom. There are two side openings in the in- terval between the real and false bottom : to one is fixed a pipe, for the purpose of conveying hot water into the tun, and the other for drawing the liquor out of it. The water rises upwards through the malt, or as AUT OF BREWING. 47 it is called, the grist, and when the whole quantity is introduced, the mashing begins, the object of which is to effect a perfect mixture of the malt with the Avater, so that the soluble parts may be extracted by it ; for this purpose the grist is sometimes incor- porated w ith the water by iron rakes, or wdth large oars ; but the great scale on which the breweries in London are con- ducted, renders this method inadmissible, from the number of men it would require. Mashing machines have therefore been ge- nerally adopted in the London breweries. A very strong iron screw, of the same height as the mash-tun, is fixed in the centre of this vessel, from which proceed two great arms or radii, also of iron, and beset with vertical iron teeth, a few inches asunder, in the manner of a double comb ; by means of a steam engine, or any other moving power, 48 ART OF BREWING. the iron arms, which at first rest on the false bottom, are made slowly to revolve upon the central screw, in consequence of which, in proportion as they revolve, they also i ascend throusfh the contents of the tun to the surface ; then, inverting the circular motion, they descend ag-ain in the course of a few revolutions to the bottom. These alternate motions are continued till the grist and water are thoroughly incorporated. When the mashing is completed, the tun is covered to prevent the escape of the heat, and the whole is suffered to remain still, in order that the insoluble parts may separate from the liquor : the side is then opened, and the clear infusion allowed to run off. The liquor, or wort, as it is called, of the first mashing, is always by much the richest in saccharine matter ; but to exhaust the malt, a second and even a third mashing is ART OF BREWING. 49 required. I n some establishments the water employed for the third mash is simply made to penetrate through the grist by means of a broad shute, made in a triangular form, narrow under the cock of the copper, and spreading from ten to fifteen feet wide over the mash tun edge, so as to throw the water over the mash so lightly, that the mashed grist is not disturbed. The water thus applied, drives the portion of the infusion of the second mash contained in the grist before it, through the mash, and by occupy- ing its space, extracts a greater strength from the malt, than the ordinary mode of mashing could effect. The quantity of liquor thus used is, of course, tobe determined by the gravity of the preceding wort, so as to attain the required average density of the two or three worts when together. For having determined the length or quantity of beer intended to D 50 ART OF BREWING. be brewed, and ascertained, by the help of the saccharometer, what quantity of saccha- rine matter the first and second mashes contain ; the portion of water necessary for the third mash, so as to give the required length, can be easily known,,.. The operas tion of mashing, where the work is done by machinery, lasts from 35 to 45 minutes. When the mashing is completed, the tun is covered to prevent the escape of the heat, and the whole is suffered to remain still, for about half an hour, in order that the insoluble parts may separate from tke liquor c the side is then opened, and the clear wort allowed to run off. Its tempe- rature and gravity are then noted down. The brewing copper for heating the water, (and boilingthe wort,) is closed at the topby a hemispherical dome, and the dome is sur- rpunded^ by a pan. dpstined to contain the ART OF BREWING. 51 �water which is intended for the succeeding mash, (or afterwards for the wort produced by the mash.) The liquor is heated by steam in the following manner : � From- the centre of the dome rises a perpendicular pipe, and from the upper extremity of this pipe de- scend four inclined pipes, the lower extre- mities of which terminate near the bottom of the pan, and consequently in the water or wort contained in the pan. By this con- trivance, the steam .which rises from the copper must bubble up through the fluid in the pan, and speedily heat it. The ad- vantages of this contrivance must be ob- vious, For the instant the copper is emptied, a fresh supply of a fluid is re- quired to be let in to cover the bottom of the copper, in order to prevent the intense heat of the fire injuring the vessel. The copper pan surrounding the dome answers D 2 52 ART OF BREWING. this purpose conveniently ; and, besides this, the fluid in the pan is heated, without any additional expense of fuel. In the operation of mashing-, therefore, when the first wort has been pumped up into the pan at the top of the copper, it becomes heated, while the water for the second mash is in the copper ; and the instant that the water destined for the second mash is made to flow out of the copper, the wort already heated in the pan is suffered to flow into the copper, and the succeeding- mash is pumped up to supply its place. In this manner the steam generated from the liquid in the cop- per, is applied for heating another quantity of fluid contained in the pan surrounding the dome of the copper. ART OF BREWING. 53 OBSERVATIONS ON MASHING, TEMPERATURE OF THE MASH, AND QUALITY OF THE WATER TO BE EMPLOYED. The principal thing- to be attended to in tho operation of mashing, is the tempei'ature of the mash, which depends partly on the heat of the water, and partly on the state of the malt. If any quantity of barley is mingled with twice its volume of water, the temperature of the mass will be very nearly double that of the mean temperature of the ingredients. If the palest malt is subjected to the same experiment, the temperature will be somewhat greater than that of the mean temperature of the mixed substances. Some brewers persuade themselves, that the heat of the water employed for mashing ought to be regulated by the colour of the 54 ART OF BREWING. malt, that is, by the degree of heat to which it has been exposed upon the kiln, namely, that the paler the malt is, the lower ought to be the temperature of the water, and so on, ac- cording to the colour of the malt � but this opinion is erroneous. The fact is, that the ten- dency of the hot water to set, or to form a tenaceous paste with the ' grist, increases with the temperature of the water, and the higher the colour of the malt, the less is its tendency to set, because high dried malt contains a less portion of undecomposed starch than pale or amber malt : of course we may use water of a higher temperature to mash with. Water at, or near the boiling point, very readily converts any farinaceous substance into a stHf gluey paste ; and this mass is impervious, or nearly so, to liquids in general ; but, as it is the object of mash- ART OF BREWING. 55 in 5 to give the water an opportunity of dis- solving the saccharine matter of the malt, the effect must necessarily be in a great measure prevented, if the surface of each particle of the malt, by being converted into a paste, prevents the water from pene- trating into the body of it ; the common language, therefore, on this occasion, is very expressive, which says, that the too great heat of the water shuts or closes, the pores of the malt, and causes it to set. Hence, either too high, or too low a heat, is prejudicial, though not equal in its effects; the former is of the utmost consequence, whereas the latter, as far as regards ex- tracting the soluble matter of the malt, can be remedied in the succeeding-mashings. The reason of mashing with three separate portions of water instead of with the whole quantity at once, is partly because, in the 56 ART OF BREWING latter case, a great portion of the richer wort would be retained by the grains (so the mass is called which remains in the mash-tun after all the wort has been drawn off from it), which now is more completely washed out by the repeated application of fresh water ; and partly because the water itself, in divided quantities, extracts more abundantly the soluble parts of the malt, than the same quantity of water used at once would be able to do. With respect to the quality of the water employed, that which is soft is by many brewers recommended in preference to that which is hard ; and as the solvent power of water, as well, as its softness, is generally in proportion to the degree of its purity, there would be reason for that preference where extreme nicety is required ; but, when we consider that hard water scarcely ART OF BREWING. 57 ever holds in solution more than what would amount to one thousandth part of its weight, and that in most cases a great proportion of this is deposited during the boiling ; and, when we again consider, that the wort,even from which the strongest ale, or porter, is to be produced, might be still farther impregnated with the soluble matter of the malt and hops, there does not appear any reasonable ground for the pre- ference ; or, if there is, it does not hold good in practice. The just preference which is given to soft water in another domestic process, namely, washing, af- fords indeed a plausible ground for a preference in this also : but the objections to the use of hard water rest really on very different grounds in the different cases, as they who are at all acquainted with che- mistry know ; it may be sufficient for the D 3 58 ART OF BREWING. present to observe, that in the ease of brewing, the force of the objection is les- sened in proportion as the quantity of water is increased ; while, in the case of washing, the force of the objection is in- creased in proportion to the increase in the quantity of the water. It may be considered, therefore, as of very little consequence whether rain, or river, or spring water, be employed in the operations of brewing. The water used at one of the most celebrated establishments which it fell to my lot to analyse, (Messrs. Truman and Co.) possesses all the cha- racters of pump water, and the reader need not be reminded that the beer brewed at that establishment is inferior to none. The wort, as it first flows from the tun, is a transparent liquid ; if cloudy, it is a proof that the water employed for the mash- ART OF BREWING. 59 ing has been of too high a temperature ; but there is nothing to fear if the heat of the water is not above 185� ; in practice, how- ever, it seldom exceeds 160� or 170�. At 198� most kinds of malt afford a cloudy wort. Whatever be the proportion of wort re- quired to be obtained from a given quantity of malt, it must be remembered, that every bushel of malt absorbs and retains about three gallons of water, and therefore the quantity of water employed must exceed the wort required in the same proportion. 60 ART OF BREWING. CHEMICAL CONSTITUTION OF THE WORT. The liquid obtained in the operation of mashing called wort, has a luscious sweet taste and a peculiar smell ; it consists chiefly f three different materials, namely, 1. A sweet-tasted substance, to which the name of saccharine matter has been given. It is by far the greatest in quantity. This substance, when separated, has a light brown colour ; when dried, it forms a brittle 0 mass with a glazed surface. It appears to be the essential constituent part of wort. �2. Starch. The presence of this substance is easily detected by dropping a solution of iodine into wort ; which instantly produces a blue precipitate, thereby indicating the presence of starch. ART OF BREWING. 61 The third ingredient is a substance, very improperly called mucilage. It precipitates in flakes when the wort is dropped into alcohol. Although this substance has not been accurately analised, we are certain that it differs materially from mere vegetable mucilage, for it possesses some of the cha- racters of gluten. The quantity of this sub- stance is more considerable in the wort last drawn off from malt than in the first worts. Its quantity also varies in different kinds of malt. It readily passes into the acetous fermentation. 62 ART OF BREWING. BOILING OF THE WORT WITH HOPS. The next process of brewing is the boil- ing and hopping of the wort. If only one kind of liquor is made, the produce of the three mashings is to be mixed together; but if ale or porter and table beer are required, the wort of the first, or first and second mashings, is appropriated to the ale, and the remainder is set aside for table beer. The wort, as it runs from the mash tun into the vessel destined to receive it, called the underhack, is pumped up into the boil- ing copper, (or first into the copper pan, p. 50), where it is concentrated, by boiling, to the required strength of the beer which is meant to be brewed, the hops being added to the liquor. Previously ART OF BREWING. 63 the quantity of hops to be employed, as well as the density of the wort, is deter- mined by the strength of the beer intended to be brewed, and the length of time it is intended to keep. The stronger the wort, and the longer the beer is intended to keep, the greater the quantity of hops is which is added. In general, from 1 to l lb. of hops are deemed sufficient to one bushel of malt ; and, for strong ale and porter, the quantity is often still higher. When both strong and table beer are brewed from the same malt, the usual practice is to put the whole quantity of hops in the strong wort ; and after these have been boiled a sufficient time in this, to transfer them to the table beer wort, in order to be exhausted by a second boiling. The use of the hops is partly to commu- nicate a peculiar flavour, partly to cover, 64 ART OF BREWING. by the bitter principle and tanning which they contain, the sweetness of the saccharine matter ; and to check the tendency which wort has to run into acidity ; because the hop coagulates the excess of mucilage and glutinous matter which is unavoidably extracted from the malt in mashing, for if this were suffered to remain in solution in the beer, it would never become fine, but would always be cloudy. The boiling har- dens this substance in the same manner, pro- bably, as the white of an egg acquires soli- dity by boiling. And this coagulation is called the breaking or curdling of the Avort. The duration of the boiling must, therefore, always be continued till the breaking appears; and perhaps a much longer continuance of the boiling is in- jurious, for the flakes of coagulated matter are observed to become larger the longer ART OF BREWING. 65 the process continues. These flakes are afterwards deposited in the coolers, thrown out in the form of yeast in fermenting, and, lastly, in the lees of the beer, thus freeing it from matters which would otherwise have remained in solution. Besides the chemical action exercised by the hops in the operation of boiling', another object is attained, namely, the concentra- tion of the wort. Its bulk becoming re- duced by evaporation, which merely carries off a portion of water, the original quan- tity of fermentable matter remains concen- trated in a smaller space than it was before. After the first boiling with hops, the wort and hops � are let off through cocks ; and the wort from the copper is conveyed into the jack or hop hack, which has a floor of cast iron plates, pierced with small holes, to 66 ART OF BREWING* admit the wort, but retain the hops. The hops which are left in the jack back, are filled, by men, into tubs, which are drawn up by a tackle worked by the engine, and again put into the copper to be boiled with the second and third wort. For stirring up the hops in the copper, an axis passes perpendicularly through this vessel, and the lower extremity of the axis is furnished with horizontal arms, from which chains are suspended in loops, which drag at the bottom of the copper, and stir the hops when the axis is made to revolve. This apparatus, which is called the rowser, may be raised from the bottom of the copper when it is not intended to act, by a rack and pinion, connected with the ma- chinery of the steam engine which puts it in motion. ^KT OF BREWING (i7 STANDARD GRAVITY OF WORT ESSENTIAL FOR DIFFERENT KINDS OF BEER. The establishment of a final gravity of the wort is absolutely essential, for nothing is more absurd than the random mode of drawing a given quantity of wort from a given quantity of malt, or the ridiculous practice of concentrating a wort of an unknown specific gravity to a certain biUk, for no article of commerce varies more in quality than malt. � See page 34. The boiled wort of the London porter brewers, for what is called running gyles, when let into the coolers, possesses a specific gravity of from 17,25 to 17,50 lbs. per barrel, at a temperature of 60�. At two establish- ments of eminence in this metropolis, I have repeatedly witnessed the specific gravity of this kind of porter wort, at a temperature of 6S AUt OF BREWrNG, (j2�, F. to be equal to 18,25 lbs. j>er barrel when the wort was let into the coolers; and in the same brewery, the wort for the strongest, or keeping porter, is always con- centrated frbih 21,25 to 22,50 Ibs. per barrel, at 60�, before it is pUt t'o ferment; and the s'lrohgest brown stout Wort to 25,75 lbs. per barrel. The ^density o^ the ^trdh^est ate Wofrt of the London breWefs vairies considerably at different esthblishmerits. The average �density oFthe wort, of'what is called in the trade good ode ivort, is from' 17, -50 'to 18,^0 lbs. "^^iDer barrel, at 60�, F. but the strbng��ale wort is � equal to 25,50 lbs. ' per barrel, �arid at some establishments the final gravity of the��strorigfe'st die worths from 27 to 2Si lbs. per barrel. The final^ gravity of table beer wort is usually from ll to 12,50 lbs. per barrel. Every brewer, however, fixes that final ART OF BREWING. 69 standard strength, or specific gravity of his wort, which by experience he has found, when decomposed or attenuated in the pro- cess of fermentation to a certain density (see Fermentation) , produces such a liquor as pleases his customers, and he thus pro- cures for the establishment an uniform strength useful to himself only. And although the hop adds to the density of the wort, yet this substance in return, imbibes, and obstinately retains, a portion of solid matter of the wort, much exceeding the quantity of hop extract which has been added to the wort. A vast number of ex- periments have been made, on a large scale, and under a variety of circumstances, by Mr. Richardson, and other scientific brewers, on this subject, all of which shew, that 60 lbs. of hops, upon an average, im- 70 ART OF BREWING. bibe a barrel of wort. The following' table* shews the quantity of wort imbibed by different quantities of hops in boiling : Hops used Wort iiiibib. Hops used Wort imbib. Hops used. Wort imbib. Hops used. Wort imbib. 1 . . 0.01 11 . . 0.17 30 . . 0.50 400 . . 6.66 2 . . 0.03 12 . . 0.19 40 . . 0.66 500 . . . 8.33 3 . . 0-05 13 . . 0.21 50 . .0.83 600. .10.00 4 . . 0.06 14 . . 0.22 60 . . 1.00 700 . .11.66 5 . . 0.08 15 . . 0.24 70 . . 1.16 800 . . .11.66 6 . . 0.10 16 . . 0.26 80 . . 1.33 900 . .15.00 7 . . 0.11 17 . . 0.27 90 . . 1.50 1000 . . .16.66 8 . . 0.13 18 . . 0.29 100 . . 1.66 2000. . .33.30 9 . . 0.15 19 . .0.31 200 . . 3.33 3000 . . .50.00 10 . . 0.16 20. . 0.33 300 . . 5.00 4000 . . .66.66 This table scarcely needs explanation, except that any given quantity of hops used, which is not specified therein, must be found by simple addition. Suppose the quantity of hops used be 575 lbs. to discover how much wort it has absorbed, look into the columns of Hops * Richardson�s tables for using the saccharometer, p.21. ART OF BREWING. 71 used for 500, for 70, and for 5, and add their sums together, thus ; 5001bs. imbibe . . . 8.33 barrels. 70 1.16 5 . 08 Total 57Slbs. imbibe . . 9,57 barrels of Wort. From our own experiments we are au- thorised to state, that a pound of hops, when boiled for two hours with fifteen gal- lons of water, produces an increase in the specific gravity of the water, from 0.5 to 2, or about three ounces in the barrel. The porter brewers prefer hops of a brown colour, and ale and table-beer brewers use pale hops. Old hops are con- sidered 7 less in strength when compared with new hops. 72 ART OF BREWING. COOLING OF THE WORT. After the wort has been boiled with the hops, and concentrated to the fixed standard gravity, it is discharged into vessels called coolers, situated in the most open place that can be had, and so placed that the air has free access to them. They are usually only four or five inches deep, and it is essential that the liquor should be cooled as expedi- tiously as possible, especially in warm weather; because, the concentrated wort, on exposure to a hot air, is extremely prone of �ufiering a chemical change, which proves very hostile to the subsequent production of good and sound beer. Small spots of white mould appear on its surface, and the liquor acquires a disagreeable odour. The beer is ART OF BREWING. 73 thon, in the language of the brewer, said to be foxed. Hence, a free current of air should pass over the fluid. The beer looses during the operation of cooling a considerable quantity of water by evaporation,. The loss in the coolers is often more than one-eighth of the whole bulk of the wort, its density therefore becomes greater. In cold weather, when the brewing is small, it is proper not to reduce the tciupe- rature of the wort so low as the temperature of the atmosphere. The wprt should be laid at such a depth in the coolers, that it will cool in about seven or eight hours to the temperature of nearly 60 degrees, which, generally speaking, is about the ayerage temperature for pitching or setting the wort. To effect the cooling rapidly, the wort in summer should not be laid at a greater depth than one inch ; but in winter, it E 74 ART OF BREWING. may be as deep as three or four inches. In the hot summer months the worts must be got as cold as the weather will permit ; when the heat of the atmosphere is more than 60 degrees, the cool of the night must be chosen for cooling the wort. To ensure the operation of cooling, the wort, before it is transferred into the gyle tun, is often made to pass through a tube of thin metal, included within a larger pipe, through which flows a constant stream of cold water : or, a thin stratum of the wort, placed between thin metal plates, is made to flow in a circuitous rout between two flowing strata of cold water. By either of these methods a rapid reduction of tempera- ture is speedily effected. Besides these methods of cooling the wort, several other contrivances are had recourse to in some of the London breweries, all of ART OF iBREWrNO. 75 which are calculated to effect speedily a rapid reduction of temperature. The coolers should always be kept per- fectly clean ; indeed it is not merely cleaning them with hot water that is sufficient; a small quantity of quick lime should be strewed into each, and they should be filled, or partly so, with water, and the mixture should be occasionally'stirred while it remains in them, and this should be done at least twenty-four hours before they are wanted ; they then should be well scalded, and be perfectly dry before the wort ris suffered to run into them. � Even admitting the coolers be not in a foul state, if they have not been used for some time, it will be proper to use the above method of applying quick lime. Hence water, con- taining a portion of lime, is always kept in the coolers when they are not in use. E 2 76 ART OF BREWING. FERMENTATION OF THE WORT. From the coolers the wort is brought by pipes into the gyle tuns, or working squares, where it is mixed with yeast, in order to be fermented, because the disposition of wort to ferment is not sufficiently great to induce it spontaneously with the requisite regularity. It takes place so slowly and imperfectly, that the liquor runs into acidity before the formation of the beer has made sufficient progress. The quantity of yeast added to the wort depends on the strength of the wort, and the temperature of the surrounding atmosphere ; hence a greater proportion of yeast is re- quired in winter than in summer. The quantity which will be required at seventy ART OF BREWING. 77 degrees, will be only one half of that requi- site to produce the same effect at fifty de- grees. Small beer, not intended for keep- ing, when the temperature is as low as forty degrees, requires about eight pints of yeast to the extract of one quarter of malt ; at sixty degrees, six pints ; and at eighty degrees, only four pints. Beer intended to be kept ten or twelve months will not require so large a propor- tion. Six pints at forty degrees, five pints at sixty degrees, and three pints at eighty, is considered sufficient. One gallon of good stiff yeast is usually added by the London brewers to every 16 barrels of ale or porter wort. In about five or six hours after the yeast has been added, the fermentation commences. Its first ap- pearance is a white line or border on the surface of the liquor, commencing at the 78 ART OF BREWING. sides of the tun, and gradually advancing into the middle, till the whole surface is covered over with a white scum, formed of very minute bubbles of gas, which increase in size as the fermentation advances, and cover the liquor to a depth of several inches with a froth of yeast. During all this time the rising of the bubbles of gas, eause an incessant sound and a great agitation of the fluid. The yeast thus added appears to act chiefly upon the saccharine matter held in solution in the wort, to decompose it while it undergoes partial decomposition itself. By this action the saccharine matter dis- appears, the specific gravity of the fluid diminishes, and the wort becomes con- verted into the intoxicating liquor called beer. During this mutual action the tem- perature of the liquid increases, and the in- crease depends upon the violence of the fer- ART OF BREWING. 79 mentation, aided by the temperature of, the surrounding atmosphere. The generation of heat also bears apropor- tion to the hulk of the fermenting mass, and the quantity of saccharine matter con- tained in it, together with the proportion of yeast which is present � and the temperature to which the liquid is exposed. Its cause is by no means evident, since the theory of che- mistry Avould rather lead us to expect that the conversion of so large a quantity of aqueous into gaseous matter sliould produce cold. When the yeast is first added, the wort is turbid and has scarcely aqy degree of transparency ; but as the fermentation advances, a gradual deposition of opaque matter takes place; and the liquor becomes comparatively transparent, and specifically lighter : and this change in the appearance is accompanied with the production of a 80 ART OF BREWING. quantity of spirit proportional to the quan- tity of saccharine matter originally con- tained in the wort ; and hence beer, which has been brewed from a great proportion of malt, is not only richer in taste but more inebriating than beer which has been brewed from a small proportion. But as spirit of wine is specifically lighter than even distilled water, and much more so therefore than any wort, those opaque particles, which were easily suspended by the wort before fermentation, now readily subside in it, and the beer consequently becomes transparent. When the fermentation is languid, it is accelerated by rousing, that is, to beat in the yeast which has collected on the top, or the temperature is raised by keeping off the external air. In some establishments the liquor is slightly warmed by steam pipes ART OF BREWING. 81 introduced at the bottom within the ferment- ing vessels for that purpose. Another set of pipes are employed for cooling the wort, by passing cold water through them, if the temperature runs too high. The fermentation is most active in warm weather, and when the mass is large, than under the opposite circumstances. When the fermentation is suddenly checked by a decrease of temperature, the beer becomes, (what is technically called) grey., that is, it never becomes perfectly pellucid ; a portion of the ill-defined mat- ter, commonly called mucilage, becomes diffused through the beer, which no sub- sequent fining can remove. Wort made with water heated to a high temperature is particularly liable to this malady. When the fermentation in the gyle tun has been completed, which is generally the case E 3 82 ART OF BREWING. in about 40 or 45 hours, (but this depends greatly upon the temperature of the atmos- phere and the strength of the wort,) the specific gravity of the beer is considerably diminished, and a spirituous and inebriating quality is given to the liquor. The saccharometer now swims much deeper in it than it did before fermentation. This attenuation is doubtless owing both to the decomposition of the saccharine mat- ter and consequent production of spirit. The extractive and mucilaginous matter of the wort is also, in part, destroyed by the fermentation, for the glutinous consistence of the wort is much lessened, though this quality is not so completely lost as the saccharine material � many of the full bo- died ales, for example, retain much of their original clamminess. The length of time before the fermenta- ART OF BREWING. 83 tion reaches its maximum, varies according to the density of the wort, the quantity of saccharine matter contained in it, and tem- perature of the atmosphere. It is suffered in the brewing of porter to go on in thegyle tun till the stratum of yeast that floats on the sur- face of the beer, called the head, does not rise any higher, or till it has assumed an uniform compact flaky appearance. In the brew- ing of ale the fermentation is seldom suf- fered to advance to that extent. On the proper method of suffering the fermentation to proceed depends greatly the quality of the beer, and there is no part of the brewing process on which different operators do less agree, and which requires greater attention. The strength of the beer to be obtained must be kept in view. When the liquor contains too large a pro- portion of water, the fermentation is slow 84 ART OF BREWING. and difficult, and the beer is weak, and readily turns sour. On the contrary, the fermentation re- quires to be continued longer in proportion as the wort is more thick, and the saccha- rine matter is more abundant. The wort, ceteris paribus, ought to fer- ment so much the less time, as it contains less saccharine matter ; hence small beer is but little fermented. The most essential point is to know the precise moment when the fermentation has been carried far enough, and the means necessary to prevent its getting farther than this point ; but no general rule can be given that will apply in all instances : the process must be varied according to the circumstances before stated. The greatest reliance that can be placed, with regard to the period of stopping the ART OF BREWING. 85 r 1 I fermentation, is to pay attention to the head of the yeast. It will be observed that the yeast, when the fermentation is brisk, begins to turn speedily of a compact brown colour, and rapidly becomes more coloured and dense, so that it would fall back into the beer ; at that period the fermentation of the beer is nearly complete. , If it be intended that the beer shall be full bodied, [hard,) the fermentation must be suffered to proceed slowly, as far as it is consistent with the richness of the wort ; but if the beer is intended to be ! rather brisk, the fermentation is stopped � before it is completed. , These particulars, steadily kept in view, i' will perhaps be sufficient, with a little prac- tice, to enable any person of ordinary knowledge, and powers of observation, to decide upon the important points in ques- 86 ART OF BREWING. tion ; no attention possibly will make good beer from bad malt, but certainly no good beer will be made from the best malt where care! and attention are wanting. It is only, in fact, by acquiring a knowledge of the various circumstances occurring in the pro- cess of fermentation, and the meians of re- tarding, accelerating, or modifying it, and of the various accidents to which it is liable, to- gether with the methods of remedying them, that we cnn with any confidence engage in an operation, as obscure as it is essential, to the formation of the produce we have in view. In common ale and porter, of which the specific gravity of the wort amounts to 17,25lbs. per barrel, or 18 lbs. per barrel, the fermenting process is stopped by most brew- ers, when the specific gravity is reduced to 7, 8, or 9lbs. per barrel, and in table beer to ART OF BREWING. 87 about 6 or 7 lbs. ; as soon, therefore, as the beer has nearly arrived at its proper degree of attenuation, it should be watched with the greatest attention, and the fermentation checked, by cleansing, the moment the beer is reduced to the desired standard gravity. Ale and porter, possessing originally a greater gravity, are seldom attenuated so low, and when they exceed 23lbs. per barrel, the attenuation of rather less than one half of the original weight, is by some, deemed a good criterion to go by ; common ale, if intended for long keeping before sent out, is not reduced below that standard. In some establishments, the diminution of the specific gravity is, however, suffered to proceed to a much greater extent. No fixed rules can be given to serve in all cases. Mr. Richardson, in his Treatise on Brew- ing, (p.l87), says, � he has never known 88 ART or BREWING. the specific gravity of malt liquor reduced more than in the proportion of {� of the spe- cific gravity of the wort from which it was made ; in general not more than in the proportion of ; and sometimes scarcely more than i.� And in another part of the same publication, this author observes, that the attenuation is usually somewhat short of I : for in p. 381, there is this ex- pression, � a wort of 30lbs. per barrel was frequently attenuated to 10 lbs. which implies, that the reduction was generally not so much as two thirds. The theory of the conversion of saccharine matter into a vinous fluid, and the pheno- mena which accompany it, form one of the most obscure departments of chemistry. During the process of fermentation, a large quantity of carbonic acid gas is dis- engaged ; the noxious effect of this gas ART OF BREWING. 89 has been long known, it produces suffo- cation when taken in the lungs. Being heavier than the air of the atmosphere, it floats on the surface of the fermenting fluid, and occupies, when it overflows the vessel, the lowest parts of the place in which fer- mentation is carried on. This gas appears to be the only product of fermentation to which we are indebted for all the remarka- ble changes by which the sweet or saccha- rine matter of the wort is converted into a vinous fluid. The superfluous carbon of the sweet substance, and a portion of the oxygen, combine to create it, while the balance of principles which remain, be- comes capable of generating the ardent spirit, or alcohol. It is therefore a ne- cessary consequence of the process of fer- mentation, but it is not equally necessary that it should be disengaged and separated 90 ART OF BREWING. from the beer, for a la^�ge portion of it re- mains combined with it. It holds a portion of alcohol, in a state either of mixture or combination, of which the true chemical nature has not been well ascertained. This is a question of some difficulty, as well as of importance in a chemical point of view, but as yet no experiments have been sug- gested capable of setting it at rest. For the purpose of practice, it is sufficient that the fact be known. And independently of the alcohol thus held in solution in the car- bonic acid, a minute portion of some vegetable matter is volatilized together with it, for if a stream of the gas produced dur- ing the fermentation of strong beer, be passed through jiure water, that water, by mere repose, and exposure to air, becomes vinegar, and it gradually deposits a portion of vegetable gluten or fibrous matter. ART OF BREWING. 91 As the ardent spirit, or alcohol, chiefly originates from the saccharine matter of the wort, it follows of course that its quantity must always be proportional to the quantity of sweet matter contained in the wort, or rather that the production of the one will bear a ratio to the disappearance of the other. It is plain from this, that the me- thod of increasing the strength of beer must in the first case depend on increasing the quantity of the saccharine matter. The whole of this substance is seldom decom- posed during the first processes of the fer- mentation, a portion is frequently very obvious in new and rich ale. In this kind of beer a considerable quantity of the sweet matter remains undecomposed long after they are tunned, and even after they are bottled. The taste alone is suffi- cient to indicate its presence. It is only by 92 ART OF BREWING. a slow insensible continuation of the fer- mentative process carried on in the store vat and cask in which the beer is preserved, that the saccharine matter ultimately entirely vanishes, and the beer is finally brought to consist of- alcohol modified by combination with extractive matter, a very small portion of acetous and malic acid, and a large por- tion of water. It is, perhaps, not superfluous to con- sider here, the effects produced on the beer by the continuance of a portion of unde- composed saccharine matter. Some che- mists have persuaded themselves, that the vinous fluid does not become acid, as long as any portion of saccharine matter remains unchanged, or that the presence of sugar offers a test of security against the acetous fermentation taking place. This assertion appears to be true, under ART OF BREWING. 93 certain circumstances, namely, when the vinous fluid, does not contain any sub- stance essential to the fermenting pro- cess, for pure sugar and water does not ferment. When, however, a minute por- tion of fermenting matter, whether in the form of unchanged yeast or lee, remains in the beer, the presence of sugar offers no security against a further change which may ultimately convert the whole into vinegar. And this process of acetification once begun, is difficultly checked ; it may be suspended or concealed by the admix- ture of new beer, abounding in sugar, but the liquor is still irreparably injured, and ultimately lost. 94 ART OF BREWING. CLEANSING OF THE BEER Is the last step of the process of brewing. If the beer was to remain in the gyle tun, a portion of yeast, which still continues to separate, would soon become dissolved by the vinous beer, on account of the ardent spirit thathasbeen formed during the fermen- tative process, and the consequence would be a disagreeable bitter taste, known among brewers by the name of yeast hitter. To pre- vent this, the beer is drawn oflp into smaller casks, where it still continues to ferment, and to discharge a portion of yeast for some time. The casks being full, the head of the yeast, which rises, is made to flow otF im- mediately as it is formed, thus relieving the beer of its dregs, and perfecting the decomposition of saccharine matter, and ART OF BREWING. 95 subsequent production of spirit which w'as begun in the gyle tun. The cleansing vessels, or rounds, in which this separation of the yeast is effected, are placed in rows ; four, or six, form a set, to which is adapted a common spout, to carry off the yeast into a trough, placed beneath the cleansing vessels. The aiTangement of these vessels is often such, that their upper extremities are below the base of a large vessel, destined to supply them with the beer, in such a proportion as the dis- charge of the yeast from the cleansing casks may render necessary. The large vessel of supply, is, therefore, furnished with a regulating float, which opens a valve, when the level of the fluid in the arrange- ment of the vessels becomes altered, and thus admits the requisite quantity of beer to fill up the smaller vessels or rounds. 06 ART OF BREWING. The contrivance employed to get rid of the yeast, in the larger of supply^ equally simple. On the surface of the beer contained in this vessel, is made to float an iron dish furnished in the centre with a pipe, which descends through the bottom of the large vessel, where it is made air tight by passing through a collar of leather, so adjusted as to permit it to slide down as the surface of the beer descends in the ves- sel. The yeast, by that means, is made to pass down the pipe, into a trough placed beneath, as it flows over the margin of the dish. In some establishments, other con- trivances, acting on the same plan, are employed. The cleansing vessels are fre- quently merely large bell-shaped casks, four or six combined in a set ; each set is furnished at the top with a kind of hopper, or safe, for collecting the yeast, and for discharging it into a common trough AUT OF BREWING. 97 beneath ; and the casks are connected with pipes, so that they naay be filled readily, In some establishments, the cleansing of the beer is accomplished, not in cleansing vessels,but simply in common barrels, placed upon stillion troughs. The casks are placed witli the bungr-holes inclining a little to one side, to cause the yeast, as it becomes dis- charged, to overflow readily on the side of the casks into a trough placed beneath. As the beer in the casks diminishes, they are filled up, so that no room is left for a head of yeast to float upon the liquor, but to cause it to escape as fast as it is pro- duced. . If the beer works briskly, the filling up of the casks should be done once every two hours at least, for the first 10 or 15 hours, after that time the slow fermentation will probably in some degree subside, and there- F 98 ART OF BREWING. fore less attention may then be paid to the casks, but care must be taken to keep them filled up till the fermentation has ap- parently ceased, which will be in 40 or 60 hours, according- to the strength of the beer, the quantity of yeast added, and the temperature of the surrounding atmosphere. This method of cleansing the beer is usually resorted to during the brewing in the summer season ; but in some establish- ments, the cleansing, by means of larger barrels, or rounds, is always practised throughout the year. The obvious effect of cleansing, evi- dently, as already hinted at, is to moderate the fermentation, and to cause the changes that are effected in the constitution of the beer to take place slowly; and the best way of accomplishing this object is to divide the fermentatiug mass into smaller ART OF BREWING. 99 portions. If the fermentation were suffer- ed to proceed in the gyle tun, the heat developed during the fermenting process would dissipate a considerable portion of the alcohol formed during the fermenta- tion, and the beer would become vapid, and liable tospoil ; besides, the flavour of the beer would be. lost ; and unless the quantity of fermentable matter in the fluid was con- siderable, the w'hole would become sour j hence weak worts speedily run into the acetous fermentation, unless the tempera- ture of the fermenting mass be kept below seventy degrees. F 2 100 ART OF BREWING. BARRELLING OF THE BEER, When the fermentation has ceased, and the beer become transparent, it is trans-. ferred from the lees into casks, which are bunged up and removed into the store- house, but daily examined, and occasionally allowed to have a little vent, especially in warm weather ; or the beer is first pumped into a cistern, and from thence into the store-vats, wdiich are of an immense size, usually from 18 to 40 feet in diameter, and from 18 to 20 feet high ; frequently these vats hold from 5,000 to 6,000 barrels. At some establishments, large arched vaults, built of stone, and lined with stucco, have bees adopted for storing the beer. Xhese vats, or store vaults, greatly ART OF BREWING. 101 contribute to the amelioration of the beer, by age in consequence of the uniformity of temperature which such larg3 masses of fluids readily preserve. For nothing con- tributes more to the spoiling of beer than sudden changes of temperature. The store vats are always kept in the coldest place of the establishment. They are air tight, and furnished with a safety valve. FINING OF THE BEER. When a sufficient time cannot be allowed for the beer to become fine, that is, to de- posit spontaneously the small portion of flocculent glutinous matter suspended in it, and which gives it the appearance of clouds of a lighter or darker colour, it is fined with a solution of isinglass ; but if the beer be well fermented, it null become fine 102 ART OF BREWING. of itself. Hence, when turbid beer reaches the innkeeper, he puts a proper proportion of finings into the cask ; the diluted jelly of the isinglass combines with the feculent matter floating in the beer, and forms a net- work at the top of the fluid, which gradually sinking down to the bottom, carries all the impurities along with it, like a filter. The finings are prepared in the following manner ; the pickings of book, or leaf isinglass, are thrown into a wooden tub, and when the tub is about one-third full, it is filled up with good stale small beer, which soon dissolves the isinglass. It is then rubbed through a sieve, and all the hard lumps picked out ; the mass is reduced to a proper consistence for use by the addi- tion of a further quantity of good sharp beer. When used for fining, it must be well stirred therein, and in the course ART OF BREWING. 103 of a few hours the liquor may be drawn off clear and bright ; one pint is the usual proportion to a barrel of beer, but some- times two, and even three, are necessary, according to the strength of the solution of isinglass, and the turbidness of the beer. DESCRIPTION OF THE SACCHAROMETER, AND ITS USE AND APPLICATION IN THE ART OF BREWING. We have already stated in the pre- ceding sheets, that the density of the malt wort, as well as its final gravity, after having been boiled witli the hops, is determined by means of the saccharometer, which is nothing else than a hydro- meter. This instrument forms the com- pass by which the brewer steers ; its use 104 ART OF BREWING. has introduced a degree of certainty and accuracy into the operations of brewing which this art could never have attained without it. The saccharometers used at different esta- blishments, differ but in a very slight de- gree from each other in their indications j all of them may be applied with advantage, though not with equal facility and despatch. The saccharometers in use are those of Dicas�, Quin�s, and Richardson�s ; but the instrument suggested and made by Dring and Fage, is unquestionably the most perfect, the most convenient, and most simple. To illustrate the summary actions of these instruments, it must be remembered, that malt wort consists of a quantity of solid extract, or fermentable saccharine matter, combined with w'ater. ART OF BREWING. 105 Dicas� saccharoineter is contrived to shew the exact number of pounds of such extract which is contained in 36 gallons of wort, each pound whereof occupies the space of ,06 parts of a gallon of the w'ater. Quin�s, Richardson�s, and Dring and Page�s instruments,sliew merely the addition of gravity in a barrel of wort, caused by the difference between the weight of the saccha- rine extract, and the weight of the water so displaced. Taking the average indications of Quin�s, Richardson�s,and Dring and Page�s saccha- rometers, each pound of additional gravity which the water acquires, shews the pre- sence of 2-6 lbs. of solid extract, according to Dicas� rule ; and thus, in the language of the brewers, a wort of 30 lbs. per barrel gravity, or heavier than water, contains 78 lbs. of solid fermentable matter, or 106 ART OF BREWING. saccharine extract, which is shewn at one view by Dring and Page�s, and also by Dicas� instrument. A barrel, or 36 gallons, beer measure, of distilled, or rain water, at the temperature of 60� F. weighs 367,2 lbs. (at the rate of 1000 ounces for each cubic foot.) But as pump or well water is used chiefly in the Lon- don breweries, which is somewhat heavier, it will be nearer the truth to fix 369 lbs. as the weight of a barrel of such water. Hence, what is called a barrel of wort of 30 lbs. weighs actually 399 lbs. namely, 369 lbs. the water, and 30 lbs. additional for the wort. If this wort be examined by Dicas� instrument, we find that the constituents of a barrel of such wort are 78 lbs. of ferment- able matter, or solid extract, which, occu- pying the space of 4,68 gallons of the liquid, at ,68 parts for each pound, leaves 31,32 ART Of BREWING. 107 gallons of water ; the weight whereof, at 10,25 lbs. per gallon, amounts to 321 lbs.; to which, adding the extract, 78 lbs., makes the total weight to be 399 lbs., precisely as indicated by all the other instruments before-named. To settle this matter more accurately, Mr. Baverstock evaporated to perfect dryness a quart of raw wort, indicating, by Dicas� saccharometer, 76,5 lbs. of solid fermen- table matter ; and, as the extract could not be completely detached from the eva- porating vessel, the w hole was put into the scale � it weighed 2 1,25 ounces. The vessel, after being perfectly cleaned with hot water, which brought the extract again to the state of wort, weighed 15,75 ounces, thereby shewing tliat the actual quantity of fermentable matter, or solid extract, con- tained in the quart of wort, was 8,5 ounces, 108 ART OF BREWING. which, multiplied by 144, the number of quarts in a barrel, (or 36 gallons,) gives 1224 ounces, and this divided by 16, gives 76,51bs. As Dring and Fage��s instrument has re- ceived the sanction of the generality of brewers, we shall now give a description of it here, and explain its application. A sketch of this saccharomcter is exhibited on the opposite page. ART OF BREWING. 109 The sacebarometer consists of a hollowelliptical metal ball, A, furnished at the upper extre- mity with a square stem, h, o having a point a at the top to receive the weights 1,2, with which the instrument is to be loaded. From beneath the ball A, projects around wire, d, c, to which is affixed a weight, W, to keep the instrument erect when floating in the wort. The upper stem is graduated into 20 degrees, which represent pounds, and the sub-divisions each two- tenths of a pound ; which per barrel of saccharine mat- ter obtained from the malt. Hence, by the application of pounds are representative of so many avoirdupois pounds 110 ART OF BREWING. the two weights 1 and 2, which may be sepa- rately put on the top of the instrument a, the strength of the wort is ascertained. The first side of the stem, marked o, at the top, gives the strength of all weak worts, from water, to 20lbs. per barrel heavier than water, and this side is referred to when the instrument subsides without being loaded with any one of the detached weights, so that the surface of the wort intersects some point on the stem. If the wort be stronger than lOlbs. per barrel, the instrument does not sink in it, without beinof loaded with one of the weights marked 1 or 2. The second side of the instrument is therefore marked 1, and is used with the weight marked 1 ; it continues the scale en- graved on the stem, from 20 to 40 per barrel. The third side is engraved 2, cor- ART OF BREWING. Ill responding with the weight of that num* her, it continues the scale from 40 to 601bs. per barrel ; for example, if a barrel of water weighs 367lbs. a barrel of wort, in which the saccharoineter floats at 20�, on the side engraved c>, will be found to weigh 3871bs. ; the weight. No. 1, when applied on the instrument in the same wort, will sink to the upper division marked 20, on the side of the stem corresponding with the number of the weight. As the twenty divisions on the side of the stem marked will be found too long to answer to the next 201bs. density, the second side of the stem is graduated to extend from 2D to 401bs. and marked No. 1, to correspond with the weight made use of for that side. Suppose the instrument, when loaded with the weight No. 1. should float at the degree of 40 on the side marked 1, the 112 ART OF BREWING. weight No. 1., being removed, and No. 2. applied, the instrument will sink to 40 on the side of the stem 2, which continues the scale from 40 to 601bs. From what has been so far stated, the application of the instru- mentwill be understood. It use is as follows: Having filled a vessel with the wort, the strength of which we wish to learn, take the temperature of the wort by the thermo- meter,* (suppose it to be 130�,) immerse the saccharometer in the wort ; suppose it cuts the surface on the stem at 12, then set 130� on the ivory scale (which accompanies the instrument,) of temperature at 121bs ; on tlie line of density stock marked A, and against every degree of temperature you have the weight of the wort. Suppose the temperature to be 120*, and the surface of the wort cuts the stem * The temperature at which the saccharometer is adjusted is 60 deg. F. ART OF BREWING. 113 at 30�, when loaded with the weight No. 1, then set 120� of the ivory scale at 30lbs. on the stock marked C, and against every degree of temperature you have the density, dry extract per cent, dry extract per barrel, and specific gravity. Suppose the temperature is 100�, and the saccharometer stands at 45�, loaded with the weight No. 2, then place 100� of temperature on the ivory slide, to 451bs. on the line of density stock marked D, against which you will find nearly 281bs. of dry extract per cent. ; llSlbs. dry extract per barrel ; specific gravity 1122y. The ivory sliding part of the rule which contains four scales of temperature agree- ing with the four sides of the stock of the rule. The first line from the ivory sliding part on the stock of the rule, marked A, shews 114 ART OF BREWING. the pounds of density from water to 19lbs. per barrel ; it begins again on the stock of the rule, marked B, at 121b., in order to give sufficient scope for the scale of tem- perature, which will be seen by placing 150� of temperature on the ivory slide, to the first division on the stock of the rule B. 50� it will then exactly cut 191bs. density, which was left off with, on the stock of the rule marked A, and the same with the other four lines. The second line from the ivory sliding scale, marked D. Ex. Fr. Ct. indicates dry extract per cent, and discovers how many parts in a hundred, of the whole weight of the wort, is solid fermentable extract, taken up from the malt in mashing ; that is, if lOOlbs. of wort be evaporated to dry- ness, of the strength of 35lbs. density, per barrel, as shewn by the stem of the ART OF BREWING. 115 gaccharometer, the production will be 22lbs. of dry fermentable extract, or 811bs. 7-lOths per barrel. The third line, marked D. Ex. Pr. Bari. or dry extract per barrel, indicates the quantity of pounds, avoirdnpoise, of solid fermentable matter taken up from the malt in a barrel of wort. The fourth line, marked Proof Spt. Per Ct. ; that is, if a wort, which floats the saccharometer at 31, which is 311bs. per barrel density heavier than water, 100 wine gallons of this wort, when attenuated as low as zero, or water, contains 20 wine gallons of proof spirit. The fifth line, marked Sp. Gr. (specific gravity,) from a 1000, which is water, upwards. The following examples may serve to shew the application of this saccharometer 116 ART OF BREWING. for determining the average strength, or density, of two or more worts, namely'� Suppose a brewing of beer to be made up of only two worts, which are equal in quan- tity, but ditferent in their strength or spe- cific gravity ; then add the strength or specific gravity of each wort together, and divide by 2, the quotient will be the ave- rage strength, or density, of the mixed wort : EXAMPLE 1. Worts. Gravity, Barrels. Density. Dry saccharine matter, or extiac per Barrel. Jst 1075,4 . . . . 65 . . . . 27,6 . 2d 1043,0 . 1 . . . 65 . . . . . 15,8 . 2)21 18,4 130 2)43,4 2,108 Average 1059,2 21,7 54 EXAMPLE II. Suppose a brewing of beer intended to be made up of three worts, and each wort to ART OF BREWING. 117 ' be equal in quantity, but different in their specific gravity ; add the specific gravity of the three worts together, and divide by three, the quotient will be the average strength ; Worts. Barrels, Oiai ity 1st 60 ... . 1059,0 2d 60 ... . 1056,4 3d 60 ... . 1042,2 180 3)3151,6 Average . . . 1050,5 Dry saccharine Density, matter, or extract, j)er Barrel. � 21,6 54,1 � 18,4 45,9 � 15,5 38,3 3)55,5 3)138,3 18,5 46,1 If there should be a greater number of worts, and the quantity of each wort is equal, the process is the same ; add the number of the worts together, and divide the sum by the quantity of worts, and the quotient will be the mean average strength or gravity contained in the whole brewing. And if the worts should not be the same in quantity, then multiply the quantity of each 118 ART OF BREWING. wort by its specific gravity, and divide the sum of the product by the quantity con- tained in the whole brewing. EXAMPLE III. Suppose a guile of beer to be made up of two worts, the first measuring 55 barrels of 30lbs. density, and containing 75lbs. 43 dry extract, specific gravity 1081, G ; and that the second wort, mea- suring 65 barrels, of 25lbs. 7-lOths of density, contains 64lbs. 1-lOth extract; specific gravity 1070,1. what is the average density, extract, and specific gravity, in the whole guile ? Wort. Barrels. Density. Total quan- tity of pounds Density. 1st. � . . . 30 . . . 1650 2d. , . . . 65 . . . . 25,7 . . . 1670,5 120 3320,5 ART OF BREWING. 119 Quantity of Dry Total quantity of Specific Gravity Extract per dry Extract of each Barrel. in each Wort. Wort. 75,4 3 . . . . 4148,6 5 1081,6 64,1 0 . . . . 4166,5 0 1070,1 8315,1 5 Total quantity of Ihs. Density. 120)3320,5)27,6 Averag^e 240 Density per Barrel. 920 840 805 720 85 Total quantity of Extract in tlie whole Guile. 120)8315,1 5(69 2 9 Average 720 Extract per 1115 Barrel. 1080 351 240 1115 lOfeO 35 Specific Gravity of each Wort multiplied by its number ol Barrels. 1st. Wort 1081,6 ' 5,5 Total amount of Specific Gravity of citch Wort multiplied by the number of Bartels each contains. 1st. Wort 5?488,0 2d. Wort 68556,5 5408,0 54080 59488,0 2d. Wort 1070,1 6,5 5350,5 64-206 120)129044,5 (1075,3 Average 120 Specific Gravity, S04 840 644 600 69556,5 445 360 85 120 ART OF BREWING. EXAMPLE IV. Suppose the guile of beer to be made up of three worts : the first wort contain- ing 37 barrels, of 45lbs. density per barrel, I15lbs extract, specific gravity 1122,5. The second wort, 25 barrels, ofSOlbs. density, 75 extract, specific gravity 1081,7. The third wort, 28 barrels, of 20lbs.. density, 50lbs. extract, specific gravity 1054,5. � The process for ascertaining the average is as follows ; � Total quad. Wort. Barrels. Density. tity of pounds density. 1st 37 .... 45 ... . 1665 2d 25 .... 30 ... . 750 3d 28 .... 20 ... . 560 90 2975 Quantity of Dry Total quantity of Specific Gravity Extract per- Dry Extract of each Barrel. in each Wort. Wort. 115 .... 4247,6 1122,5 75,6 .... 1890,0 1081,7 50,0 .... 1400,0 ..... 1054,5 7537,6 ART OF BREWING. 121 Total quantity of Total quantity of Extract lbs. Density. in the whole Gyle. 90)2975(53 270 Average Density of the whole Gyle, 90)7537,6(83,7 Average m.-yn Extract in the whole Gyle. 275 337 270 270 5 676 630 46 _ Total amount of SpeciOc ^ecific Gravity of each Gravity of the three Worts, multi- Wort, multiplied by its plied by the number of Barrels , number of Barrels. each contains. 1st. 41532,5 1122,5 2d. 27042,5 3,7 3d. 29526,0 7857,5 90)98101,0 (1090 0 Average , 33675 90 Specific Gravity, 1st. Wort, 41532,5 810 810 1081,7 2,5 10 5408,5 21634 2d. Wort, 27042,5 1054,5 ^ 8436,0 21090 3d. Wort, 29526,0 G 122 ART OF BREWING. The attraction between the divided stem of tlie saccharometer and the liquid in which it is immersed, is such as to make the liquid hang a little, either above or below the true point on the stem of the instrument. The best method of avoiding the eiror that might originate from this circumstance, is to press the instrument gently on the top into the wort, till the surface reaches the summit of the scale, and then to let it rise of itself, or to give the instrument a lateral vibration : or even blowing upon that part of the scale of the instrument which is above the surface of the fluid, will raise or depress it to the true point. ART OF BREWING. 12a of 9^teU)tU0 AND COMPOSITION OF PORTER GRIST. The porter grist used by the London brewers is usually composed of equal parts of brown, amber, and pale malt. These proportions, however, are not absolutely es- sential. At an eminent establishment in this metropolis, the grist is composed of one- fifth of pale malt, a like quantity of amber coloured, and three-fifths of brown malt. A small quantity of black, or patent malt, is usually employed to give a brown colour to the beer ; one bushel is deemed suffi- cient for 36 bushels of porter grist : but its application is not absolutely essential for. brewing porter. Q 2 124 ART OF BREWING. RATIO OF THE QUANTITY OF WATER EMPLOYED FOR MASHING THE GRIST, AND TIME NEGES- SARY FOR CONTINUING THE OPERATION BEFORE THE WORT IS DRAWN OFF FROM THE GRIST. The following are the proportions of water and grist employed in the London breweries. The first mash is made in the proportion of one barrel and a half of water for every quarter of malt. The second mash is made in the proportion of one barrel and a quarter of water per quarter of malt employed. The third mash is made at the rate of one barrel of water per quar- ter of malt, and for the fourth mash half a. barrel of water is employed per quarter of malt. ART OF BREWING. 125 These proportions of grist and water pro- duce what brewers call short (concentrated) or stiffs mashes, the production of which greatly expedites the subsequent operation of boiling the wort. Besides, the stilFer the mash the finer the wort runs from the goods, and the sooner it breaks in the cop- per. In some establishments, much larger proportions of water are employed for mashing a given quantity of grist. Each mashing operation, where the work is done by machinery, lasts from three-quarters to one hour, and the goods are usually suffered to stand from three-quarters to one hour, before the wort is drawn off in the under- back. The mashing machine makes two revolutions in three minutes, in a mash tun, the diameter of which is 20 feet, but the construction of the machine is such, that its speed may be increased or dimi- nished, as occasion may require. 126 ART OF BREWINe. AVERAGE TEMPERATURE OF THE MASH. The mean temperature of the water em- ployed for mashing the porter grist, is from 175� to 180�. The best brewers in general employ the lowest temperature. The quan- tity of malt which is mashed at one time must be considered; because a large mash will hold its heat much longer than a smaller one, and may therefore be mashed at rather a lower heat. The heat of the water should be so adapted to the grist, as to produce a sweet wort, possessing the colour of the malt from which it is taken, and at the same time transparent when in the underback. At some breweries the tem- perature of the first wort is not suffered to be above 150�, and the heat is gradually increased up to 185�. ART OF RREWINO. 127 standard gravity of porter, ale, and TABLE BEER WORT, OR NUMBER OF BARRELS OF DIFFERENT KINDS OF BEER USUALLY BREWED FROM A GIVEN QUANTITY OF GRIST. The quantity of porter drawn from a quarter of malt, of an average quality, (See page 67), is from tivo and a half to three barrels, and from seven to eight pounds of hops are usually deemed suffi- cient for a quarter of malt. Hence the average final specific gravity of the wort, for running gyles, or common porter, be- fore it is let down into the fermenting tun, is from 17,25 to 17,50 lbs. per barrel. At some establishments, it is 18 lbs. per barrel. If the porter be intended for keeping, or store beer, the final gravity of the wort 128 ART OF BREWING. is usually from 2 1,25 to 22,50 lbs. per barrel, and porter brewed for exportation to a hot climate, is usually made of a wort possess- ing a gravity, equal to 23,50 lbs. per barrel. The customary specific gravity of Brown Stout Porter wort, before it is let into the fermenting, or gyle tun, is from 25,25 to 26,50 lbs. or even so high as 27 or 28 lbs. per barrel. The specific gravity of common ale wort, for running gyles, of table ale, before it is mixed with yeast and put to ferment, is from 17,5 to 18,5 lbs. per barrel. One hun- dred barrels of ale, if for immediate use, are usually drawn from thirty quarters of malt, provided the malt yields at least 68 lbs. of fermentable matter, which gives a specific gravity of 18,5 lbs. per barrel. The average gravity of the best London table ale wort for running gyles is 24,50 lbs. per barrel. ART OF BREWING. 129 If the ale be intended for bottling-, or exportation to a hot climate, the averag-e specific gravity is usually from 25,50 to 26lbs. per barrel, and the customary final gravity of the strongest London ale wort (for bottling ale) is from 27 to 28 lbs. per barrel. The customary final density of the best table beer wort, is from 11,25 to 12,50 lbs. per barrel. METHOD OF SETTLING THE FINAL STANDARD GRAVITY OF PORTER, ALE, AND TABLE BEER WORT, IN THE OPERATION OF BOILING THE WORT WITH THE HOPS. When the mashing is finished, and the wort is drained from the grist into the under - back, its quantity is ascertained by guaging the depth it occupies, and reference being made to a table exhibiting the capacity of 6 3 130 ART OF BREWING. the und^rback, the brewer reads off, by mere inspection, the number of barrels, or quantity of wort contained in the vessel. Now, by multiplying� the specific weight of the wort by its bulk, he finds the sum or aggregate of the fermentable matter of the wort, and by summing up the several quan- tities, and the several sums of fermentable matter obtained, and dividing the .aggre- gate sums of the wort, also that of the fermentable quantity of matter, the quo- tient is the average gravity of the raw wort before it is boiled with the hops. When the first wort has been boiled with the hops, its quantity as well as its density, when transferred from the coolers into the gyle tun, is ascertained ; for that purpose it is guaged with a ruler graduated into inches and tenths ; and, by referring to a table of contents, calculated for the ART OF BREWING. 131 coolers, and noting the quantity correspon- dent to the depth which the wort occupies in the coolers, the brewer learns the bulk of the boiled wort in barrels. And having as- certained its specific gravity, he multiplies the bulk, by the gravity, to learn the nett aggregate of fermentable matter contained in the boiled wort in the same manner as was done with the raw wort in the underback, or before it was boiled with the hops. The guaging of the wort requires some precau- tion. In large coolers, where a volume of 50 or 100 barrels of wort does not, perhaps, lie more than one inch deep in the vessels, there is a hazard of making an erroneous estimate in the quantity, by dipping or guaging the volume of the wort ; for if the guaging rule be perfectly dry, and the wort cold, the fluid will bend as it were inwards, following the immersion of the 132 ART OF BREWING. rule, SO as to make a visible concavity round it, and the wetted part will some- times be near of an inch less than the real depth of the liquor in the cooler. If the guaging rule be moist, the wort will be attracted and drawn up by the rule above its surrounding level, and thus indicate a greater quantity than is really in the cooler. Hence the wort is usually guaged only when in the gyle tuns, in order that its true measure be ascertained with accuracy. In the same manner the brewer ascertains the volume and ultimate gravity of the se- cond and third wort, and by adding the nett aggregate together, and dividing the sums by the number of barrels contained in them both, he is enabled to discover the average gravity of those two, which he considers as I of the gravity of the intended gyle (if ART OF BREWING. 133 it consists of three worts only). Now, having ascertained these data, he knows to what density the third (or fourth) wort must be evaporated, which is supposed not yet to be in the coolers, in order to produce the average ultimate gravity required in the whole gyle. And knowing how near the previous gravity of the wort, before it is put into the boiler, approaches to the final intended gravity, he forms a tolerable esti- mate of the time when it must be turned out of the copper into the cooler. The copper, in which the wort is boiled, is provided with a floating index, shewing on a scale-board the quantity of fluid con- tained in it. The workman, therefore, continues to boil the wort till the index points to a certain number on the graduated scale-board. For, by observing what time of boiling is in general necessary in the 134 ART OF BREWING. establishment, to effect any given increase of gravity in a wort of a certain density, and having considered how near the previ- ous quantity of the wort approaches to the final standard gravity to be obtained, the brewer can judge pretty nearly of the time requisite for effecting any other required increase of density. Thus, if by previous experiments it has been found, that a gravity of lOlbs. per barrel will be in- creased to 15 lbs. in three hours boiling, it would be advisable to take a sample of wort out of the copper for being assayed, after the wort has boiled two hours and a half. The time for making the first assay for ascertaining the density of the boiled wort being arrived, the brewer tries the specific gravity of the wort; if he finds that the - wort has not yet been sufficiently concen- trated, he suffers it to continue to boil, and ART OF BREWING, 135 repeats the assay from time to time till the wort has assumed the required density ; the fire is then immediately damped or racked off, and the wort discharged into the cooler. In a similar manner he proceeds with each succeeding wort, noting down the results obtained, namely, the quantity and gravity of each boiled wort ; and by multiplying, as before stated, the quantity, by the gravity, he learns the nett aggregate of fermentable matter contained in the wort. Then adding the several quantities of the worts together, their several aggregates of density and gravity of fermentable matter, and their sums, he divides the latter by the former in order to discover the average quantity of the whole. This being all that is necessary to be done respecting the worts, the brewer divides the gross sum of fermentable matter produced, by the number of quarters of malt 136 ART OF BREWING. employed, and the quotient shews the num- ber of pounds of fermentable matter extracted from every quarter of malt, and consequently its intrinsic value. � See the Example � Method of Breiving Brown Stout Porter, p. 147. REMARKS WITH REGARD TO MALT WORT WHEN RESERVED FOR A SUBSEQUENT BREWING, COM- MONLY CALLED RETURN WORT. The name, Beturn Wort, is given to the liquor obtained from the fourth or fifth mashing operation, and made with a view to serve instead of so much water, in a subsequent process of brewing.* It is also called blue xvort. In those establishments were two kinds * The brewer is not allowed to make use of a re_ turn wort without giving notice to the Officer of Ex- cise, and then under certain restrictions only. ART OF BREWING. 137 of beer, namely, ale and table beer, are brewed, and where the first, or the first and second wort only are employed for the pro- duction of ale, and where the third or fourth wort is employed instead of water for the subsequent mashing of a fresh portion of malt, the quantity of fermentable matter thus added to the subsequent brewing', by the addition of the third or fourth wort, is by some brewers considered as only equal to one-fourth part of the value of a like quan- tity of wort obtained in the first process of mashing, when reduced to an equal specific gravity ; because the return or hlue ivort chiefly abounds in mucilage, and is desti- tute, or nearly so, of saccharine matter. Others, again, consider the weak wort of equal value to the wort obtained in the former operations, provided it be rated of a like density ; they persuade themselves that the mucilage in which it abounds is 138 ART OF BREWING essential� to the constitution of beer, together with the rich saccharine wort of the first, second, or third process of mashing. It cannot be denied, that it is to the dif- ference in the proportions of the immediate constituent parts of the malt wort, and not to the preponderance of the saccharine matter 07 ily, that the ultimate difference of result which takes place, as far as it re- gards the quality of the beer, must be ascribed. All the principles contained in the wort require to be in a state of balance, to enable the wort to undergo that regular, gradual, and complete change in the sub- sequent process of fermentation which is absolutely essential for the production of per- fect beer ; but how far the matter contained in the wort produced by the fourth or fifth mashing operations contributes to it, has not yet been pointed out. It is certain, how- ART OF BREWING. 139 ever, that if the mucilage greatly prepon- derates over the sweet principle in malt wort, the beer is very liable to become sour. The application of a weak wort is, never- theless, often an object of importance, particularly in those establishments, (whe- ther porter or ale breweries,) where the ope- rations of brewing regularly succeed each other without interruption. For instance, suppose a gyle of beer is brewed from 30 quarters of malt, which is known to afford 60 lbs. of fermentable matter per quarter, and that the average length or quantity of beer brewed from each quarter of such malt, be two and a half barrels. � For example, let us sup- pose, that the first wort has a density of 34,51bs. of solid fermentable matter, and that its quantity amounts io 25 barrels ; 140 ART OF BREWING. and let us also assume, that the second wort possesses a density equal to 19,51bs. and that its quantity amounts to twenty- five barrels, the average of both the worts would be 62,5 per quarter of malt : and, therefore, there would remain re- tained in the grist 17,5lbs. of fermentable matter per quarter of the grist employed to make up the standard value of the malt, namely, 601bs. of fermentable matter per quarter. Now the remaining gravity will be equal in value to four and a half quar- ters of malt ; for, if a third wort of 30 barrels be made, to be employed as water for a subsequent brewing, it will produce a gravity of 121bs. per barrel, or 360 lbs., and this, divided by the standard quantity of fermentable matter obtainable from the malt, namely, 60 lbs. per quarter, gives the value of four and a half quarters. There- ART OF BREWING. 141 fore, in a subsequent operation of brewing for 50 barrels only, fifteen and a half quar- ters of the same malt will be necessary, with the addition of the weak blue, or re- turn wort. The following formula will exhibit this statement more obviously : First Wort, 25 barrels X by 34,5 lbs. is 762,5 Second do. 25 ditto x 5y 19,5 lbs. is 487,5 l^Olbs. divided by Wort employed instead ^ barrels is 251bs. per barrel. of Water, 30 barrels X by 121 bs. is 360 Divided by 30 quarters . . . igiQ Gives . . . 53 -lbs. averag^e per quarter. 142 ART OF BREWING. FERMENTATION OF PORTER AND ALE WORT, AVERAGE LENGTH OF TIME REQUIRED FOR ITS COMPLETION, AND MODE OF CONDUCTING THE PROCESS. With regard to the fermeiitation of porter wort, it is certain that the London porter owes its flavour more to a vigorous fer- mentation than to the properties of high dried malt. The flavour evidently originates from the pale and not from the brown malt ; the latter gives the peculiar empy- rheumatic taste to the beer. Porter slowly fermented never possesses a grateful fla- vour. The w'ort is usually put to ferment, in cool weather, at 60 �, a few barrels of the wort being previously set to ferment with a portion of the yeast to be employed ; during ART OF BREWING. 143 the coldest winter months, the pitching tem- perature of the wort may be from 65� to OS'* . The increase of temperature which takes place during the fermentation of the M^ort, may be stated, at an average, to amount to 15 or 20�. It is greatly influenced by the density of the wort, and the temperature it possessed when mixed with the yeast. The higher the temperature of the wort, when transfeiTed into the fermenting vessel, the more rapidly does the fermentation come on ; and the higher the temperature of the surrounding atmosphere, the more vi- gorous the fermentation. Hence the advan- tage of ti�ansferring the worts into the gyle tun rather warmer in cold weather, and lowering their temperatures as much as possible in warm weather. Little can be said about the length of time during which the fermentation of porter or ale wort lasts. 144 ART OF BREWING. because it varies much according' to the temperature of the air, the degree to which the wort has been cooled, and the strength of the wort. The averse time required for the completion of the fermentation of porter wort is from three to four days. The fermentation of ale wort is not completed till after six or eight days. The temperature of ale wort during the fermentation is, upon an average, always lower than that of porter wort ; it is also carried on less rapidly, nor is it suffered to proceed so far ; hence, a considerable portion of saccharine matter remains in all ales, apparently unaltered. The skimming operation, the object of which is to remove the strata of yeast as fast as they are formed on the ale wort dur- ing the fermentation, lowers the tempera- ture of the fermenting mass, and of course retards the fermentation. The disengaged ART OF BREWING. 145 yeast is not acted on by the developed al- cohol in the beer, for the chief object of the ale brewer is to retain the flavour of the malt, and to develope the greatest quan- tity of alcohol, without dissolving a portion of the yeast, as unavoidably must happen in the fermentation of porter wort, where the stratum of yeast remains in contact with the vinous beer, whilst the beer is in the fermenting tuns, and thus contributes to keep up an uniform temperature in the fermenting ^m ass. It is customary in some establishments to beat in the yeast, as it is called, into the beer, before the wort is cleansed ; but this practice the best brewers consider as a bad one. When the beer is completed, that is, when the fermentation has entirely sub^ sided, and the liquor is become transparent, its specific gravity may be determined, and H 146 ART OF BREWING. this, when deducted from the final average gravity of the wort when it was let down from the coolers into the gyle tun, shows how much fermentable matter has been attenuated or decomposed during the pro^ cess of fermentation, but this calculation is far from being accurate, because the beer now contains a portion of alcohol, the spe- cific gravity of which counteracts, or tends to diminish the specific gravity of the beer. ART OF BREWING. 147 iHftliott Of i^telotng HonHon l^roton ^tout Hort^r, The following statement may serve to illus- trate the practice of brewing strong porter ox brown stout, by means of 'three mashes,* from twenty-four quarters of malt, com- posed of one fifth of pale, a like quantity of amber malt, and three fifths of brown malt. The specific gravityof the wort for this kind of porter was limited at the establishment to 25,25 lbs. per barrel. The quantity of hops employed on this occasion was 1921bs. The first mash was made with thirty- eight barrels of water, heated to 165�. The * The London Porter Brewers usually make four mashes. 148 ART OF BREWING. mashing machine was in action three quar- ters of an hour ; after the goods had been covered up the same length of time, the mash tun cocks were set open to let the wort run down into the underback. It measured 31,47 barrels. Its specific gra- vity was 28,5 lbs. per barrel. The second mash was made with 30 barrels of water, heated to 160�. The mashing machine continued in action three quarters of an hour. The water stood on the goods the same length oftime,and when drawn off in the underback the wort mea- sured 29,4 barrels. Its specific gravity was 17,26 lbs. per barrel. The third mash was made with 31 barrels of water, heated to 186�. The mashing lasted one quarter of an hour ; the mash stood half an hour ; the wort, when drawn down into the underback, measured 30,26 ART OF BREWING. 149 barrels. Its specific gravity was 9,25 lbs. per barrel. The boiling of the first wort lasted one hour and a half ; being then strained off from the hops it was pumped up into a cooler. The hops being returned into the copper, the second wort was boiled one hour and three quarters, and the third wort two hours and a half, and then .spread over the coolers. After the worts had been six hours cooling, the average temperature of the whole was 61�. The contents of the first cooler guaged 21,5 barrels. Its specific gravity was 34,25 lbs. per barrel. It was transferred into the working tun, and mixed with one and a half gallons of stiff yeast. The second wort measured 22 barrels. Specific gra- vity 25,5 lbs. ; and the third wort measured 150 ART OF BREWING. 20,15 barrels. Specific gravity 16,5 lbs, per barrel. The nett fermentable matter contained in the whole quantity of the wort amounted, therefore, to 1629,84 lbs. which gives 70,26 lbs. fermentable matter per quarter of malt. The average specific gravity of the wort was equal to 25,55 lbs. per barrel. The quantity of wort in the gyle tuns being guaged by the officer of the Excise, was declared to measure 64 barrels. Its temperature was 59�. Three gallons of stiff yeast was now added to the whole wort. The fermenta- tion in the gyle tuns lasted 43 hours, during which time its temperature rose to 71�. The wort was then drawn off to be cleansed upon stillion troughs. This operation was effected in 46 hours. The barrels were filled up every two hours. Its specific gra- ART OF BREWING, 151 vity now was 11,8, and when finished on on the stillions it was 8,8. The following table exhibits at one view the result of this operation of brewing : TABULAR VIEW OF THE PROCESS. Date. Quar- ters of Malt used. Pounds of Hops used. Quantity of Woi�t in under- bade. Specific g-ravity of the Wort. Quantity of fermenta- ble matter extracted. 1820 October 1. 24 192 31,47 29,4 30,26 28, 5 17, 26 9,25 896,0 574,4 279,9 91,13 18,52 1686,3 Quantity of Wort in the Coolers. Specific gravity of the Wort in the Coolers. Nett quantity of Ferment- able Matter. Quantity of Ferment- able Mat- ter per Quarter of Malt. ^ecific Gravity of the Beer. Attenua- tion, or diminu- tion, of Specific Gravity. 21, 5 22, 0 20,15 34,25 25, 5 16, 5 736,37 561, 0 332,475 64 25,55 1629,84 70,26 8,8 16,75 152 ART OF BREWING. of JStrftDinfl OB Meeting 2 Quarters of Brown Malt. 2 Quarters of Amber Malt. 4 Quarters of Pale Malt ; 8 Quarters Hops, 1 cwt. Store, or Keeping Porter, differs in nothing from porter brewed for home con- sumption, but in an increase of strength. The usual gravity of the wort before it is let into the cooler, is from 21 to 22 lbs. per barrel, hence the brewers draw three barrels per quarter, the mini- mum quantity of fermentable matter ob- obtainable from the grist being taken at 58 or 59 lbs. per quarter. The customary quantity of hops is from 8 to 10 lbs. per quarter of malt. ART OF BREWING. 153 The following operations of brewing this kind of porter 1 have witnessed in an esta- blishment which has the reputation of brew- ing excellent beer. The brewing consisted of four mashes. The first mash, or onset, was made with fourteen barrels of water, of a temperature of 156�. The mashing operation continued three quarters of an hour. The mash stood one hour. The wort obtained measured ten barrels. Its specific gravity was 21 ,25 lbs. per barrel. The second onset was made with ten barrels of water, heated to 165�. The mashing machine performed three quarters of an hour. The mash stood three quar- ters of an hour. The wort drawn down info the underback guaged nine barrels. Specific gravity 20,5 lbs. per barrel. The third onset was made with seven barrels of water, heated to 175�. The H 3 154 ART OF BREWING. mashing machine was in action half an hour. The liquor stood on the goods a quarter of an hour. The obtained wort guaged 6,50 barrels. Specific gravity 13,75 lbs. per barrel. The fourth onset was made with twenty barrels of water, heated to 180�, without mashing. The wort in the underbade measui-ed 19,25 barrels. Specific gravity 5,55 lbs. per barrel. The first and second wort was boiled with the hops one hour and a half, and the third and fourth wort one hour. The total quantity of wort in the coolers, when let into the gyle tun, measured 28 barrels . Its gravity was 21 lbs. per barrel. It was mixed with three and a half gallons of yeast. The fermentation in the gyle tuns was completed in forty-nine hours, and when cleansed, the temperature of the beer ART OF BREWING. 155 was 73�. Its gravity when cleansed was 10,5 lbs. per barrel, and when drawn off from the stillions it was 8 lbs. per barrel. The cleansing upon the stillion troughs lasted forty hours. The beer became fine after having been stored away sixteen days. TABULAR VIEW OF THE PROCESS. Date. Quar- ters of Malt used. Pounds of Hops used. Quantity of Wort inunderr back. Specific gfravity of the Wort. Quantity of fermenta- ble Matter extracted. 1820 8 112 10 21,25 212,5 Oct. 19. 9 6,5 19,25 20,5 13,75 5,55 184,5 89,375 106,8375 44,75 61,05 .593,2125 Quantity of W ort in the Coolers. Specific gravity of the Wort in the Coolers. Nett quantity of Ferment- able Matter. Quantity of Ferment- able Mat- ter per Quarter of Malt. Specific Gravity of the Beer. Attenua- tion, or diminu- tion, of Specific Gravity. 28 21 588 74,1515 8 13 - 156 ART OF BREWING. uf common Hotter. 18 Quarters of Brown Malt. 6 Quarters of Pale Malt. 6 Quarters of Amber Malt. 30 Quarters. Hops 240 lbs. The first mash was made with 36 bari�els of water, heated to 165�. After the mash- ing had continued half an hour, an addi- tional quantity of water, of the same tem- perature, was added, and the mashing continued one quarter of an hour longer. The liquor was suffered to stand on the goods three-quarters of an hour. The quantity of wort drawn down from th^ mashed grist in the underback measured 38 barrels. Specific gravity 25,5 lbs. per barrel. The second mash was made with twenty-five barrels of water, heated to 145� ; and, when 4he mashing machine had been performing half an hour, six barrels of water, of the ART OF BREWING. 157 same temperature, were again added, and the mashing continued for one quarter of an hour longer. The goods stood three quarters of an hour ; the wort drawn olF measured 30 barrels. Specific gravity 16,75 lbs. per barrel. The third mash was made with twenty- eight barrels and a half of water, heated to 140�. The mashing continued half an hour. The goods stood the same length of time, and when drawn otf, afforded 24.50 barrels of wort. Specific gravity 9.50 lbs. per barrel. The whole of the wort was not drawn off, on account of some acci- dent happening to the underback. A fourth mash was made with twelve barrels of water, heated to 140�. The mashing continued a quarter of an hour. The goods stood half an hour. The wort obtained measured sixteen barrels. Specific gravity 15 lbs. per barrel. 158 ART OF BREWING. The first, and part of the second worts being transferred into the boiling copper were boiled with the hops an hour and a half ; and, when strained olf, pumped up into the coolers ; after which, the third wort, and the remaining portion of the second wort, were boiled with the same hops two hours, and also thrown up into the coolers ; the fourth wort was boiled one hour. The total quantity of wort in the cool- ers, when its average temperature had fallen to 65�, was 98,4 barrels. It was now made to pass through the refrigerator into the gyle tuns, which reduced its temperature to 61�. The whole of the wort in the gyle tuns being guaged by the officer of the Excise, was declared to be 97 barrels. Its mean specific gravity was 17,4lbs. per bar- rel. It was mixed with four gallons and a half of yeast, of a very stiff consistence ; the fermentation in the gyle tuns lasted ART OF BREWING. 159 forty-four hours. Its specific gravity then was 10 lbs. The cleansiug in the barrels on the stillion troughs was accomplished in forty-two hours ; its gravity now was 7,4lbS4 the barrels were filled up for the first thirty hours, once in every two hours. TABULAR VIEW OF THE PROCESS. Date. Quar- ters of Malt used. Pounds of Hops used. Quantity of Wort in under- back. Specific Gravity of the Wort. Quantity of fermenta- ble Matter extracted. 1820 30 330 38 25,5 969 30 16,75 502,5 24,50 9,50 232,75 Oct. 12. 16 15 240 108,5 17,235 1944,25 Quantity of Wort in the Coolers. Specific Gravity of the Wort in the Coolers. Nett quantity of Ferment- able Matter. Quantity of Ferment- able Mat- ter per Quarter of Malt. Specific Gravity of tbe Beer. Attenua- tion, or diminu- tion, of Specific Gravity. 97 17,4 1687,8 64,8 7,4 10 160 ART OF BREWING. i^reteitng liontion 30 Quarters of Pale Malt. Hops, 2301bs. The first mash was made with twenty barrels of water, of a temperature equal to 175� ; when the mashing- machine had been in action half an hour, an additional quantity of water, equal to ten barrels, were added to the wetted grist, and the mashing suf- fered to go one half-hour longer. The liquor stood one hour and a half. The quan- tity of wort drawn down into the under- back measured twenty barrels. Specific gravity 34,15lbs. per barrel. The second mash was made with twenty- four barrels of water, heated to 180� ; the mashing machine was suffered to perform three quarters of an hour ; the water stood ART OF BREWING. 161 on the goods one hour. The wort obtained measured twenty-four barrels. Specific gravity 25,8lbs. per barrel. The third and fourth mashes comprised fourteen barrels of water heated to 150� ; the mashing machine performed three quar- ters of an hour ; the mashes stood half an hour ; the quantity of wort in the underback of the third and fourth mash measured thir- teen barrels. Specific gravity 7,8lbs. per barrel. The first part of the second wort, after having been boiled with the hops one hour and a half, was transferred upon the coolers ; and the hops being returned into the cop- per, the third and fourth wort, and the re- mainder of the second wort, was boiled three hours, and then also transferred upon the coolers. When the temperature of the first wort in the coolers had fallen to 65�, it was 162 ART OF BREWING. transferred into the gyle tun, and mixed with three gallons of yeast ; and when the remainder of the wort had acquired a tem- perature equal to 62�, it was also suffered to run into the gyle tun ; this happened after the wort had been five hours in the coolers. The mean specific gravity of the wort in the gyle tuns, was 24,4 lbs. per barrel ; its quantity being guaged by the officer of the Excise, was declared tobe forty-four barrels; the quantity of yeast added to the wort was in the proportion of one gallon to every fourteen barrels of the wort. After the fermentation had been suffered to go on for thirty hours, a close head of yeast was formed on the surface of the beer, it was skimmed off by means of a sieve fastened to a long handle, and the removal of fresh por- tions of the yeast was repeated by skimming every four hours during the first twenty- ART OF BREWING. 163 four hours from the commencement of the fermentation. This mode of clearing the beer from the yeast was afterwards repeated every two hours, care being taken to remove the stratum of yeast as completely as pos- sible. The highest temperature of the beer during the skimming process, was 78�, but the removal of the yeast lowered the tempe- rature to 69�. When the fermentation in the gyle tuns had been so far accomplished that the yeast exhibited a thin stratum of a clear white colour, and of such a frothy and liquid consistence, that it could not be removed by gliding the skimming sieve carefully underneath the surface of the stratum of yeast, the cleansing operation was commenced ; the beer had now been sixty- nine hours in the gyle tun ; its tempe- rature was 76�. The cleansing was accom- plished in puncheons combined with stillion 164 ART OF BREWING troughs ; the barrels being filled up every two hours, until no further formation of yeast took place. Its specific gravity then was 9,4lbs. TABULAR VIEW OF THE PROCESS. Date. Quar- ters of Malt used. Pounds of Hops used. Quantity of Wort in under- back. Specific- Gravity of the Wort. Quantity ot fermenta- ble Matter extracted. 1820 April 23. 30 230 20 24 13 34,15 25,8 7,8 683 619,2 101,4 57 23,67 1403,6 Quantity of Wort in the Coolers. Specific Gravity of the Wort in the Coolers. Nett quantity of Ferment- able Matter. Quantity of Ferment- able Mat- ter per Quarter of Malt. Specific Gravity of the Beer. Attenua- tion, or diminu- tion, of Specific Gravity. 44 24,4 1073,6 70,18 9,4 15 ART OF BREWING. 165 iHetfioti of iSreUitng g^tote, OR i�reptitg ^le, 16 Quarters of Pale Malt. 4 Quarters of Amber Malt. 20 Quarters Hops, 160 lbs. The first onset, or mash, was made with thirty-six barrels of w^ater, heated to 160�. After the mashing machine had been in action half an hour, a second onset was made with fifteen barrels of water, heated to 156�.- The mashing machine was again started, and suffered to go on half an hour. The mash stood three quarters of an hour. The mash tun cocks being set open, and the wort drawn down into the underback, guaged 4-2,1 barrels. Its specific gravity was 25,3 lbs. per barrel. 166 ART OF BREWING. The second onset, or mash, was made with twenty- five barrels of water, heated to 175�, The mashing continued three quar- ters of an hour. The goods stood half an hour. The wort drawn into the underbade guaged twenty-four barrels. Specific gravity 15,75 lbs. per baiTel. The third and fourth onset was equal to nineteen barrels of water, heated to 156�, Each mashing lasted half an hour. The goods stood three-quarters of an hour. The wort of the third and fourth mash in the underback, guaged 18 barrels. Mean specific gravity 4,6 lbs. per barrel. The first wort was boiled with the hops two hours. The hops being returned into the copper, the second and third worts were boiled three hours and a half. The wort was mixed with three gallons of yeast. The whole quantity of the worts in the gyle tuns measured 34 barrels. Mean specific gra- ART OF BREWING. 167 vity 25,6 lbs. per barrel. The fermenta- tion, cleansing, and skimming operations, were conducted as in the preceding brewing. The whole process lasted seven days. The ale had become fine within thirteen days after it was stored away. Its specific gra- vity was 8,25 lbs. TABULAR VIEW OF THE PROCESS. Date. Quar- ters of Malt used. Pounds of Hops used. Quantity of Wort in under- back. Specific Gravity of the Wort. Quantity of fermenta- ble Matter extracted. 1820 April 6. 20 leo 42,1 24 18 25,3 15,75 4,6 1065,13 378 82,8 84,1 18,17 1525,93 Quantity of Wort in the Coolers. Specific Gravity of the Wort in the Coolers. Nett quantity of Ferment- able Matter. Quantity of Ferment- able Mat- ter per Quarter of Malt. Specific Gravity of the Beer. Attenua- tion, or diminu- tion, of Specific Gravity. 34 25,6 870,4 76,49 8,25 16,81 168 ART OF BREWING. of Cafilf Beet* For brewing this variety of malt liquor, the London ale and table beer brewers employ a particular kind of malt, known in commerce by the name of guinea-coloured malt, a name derived from the fine gold yellow colour which the malt exhibits. It is made of the best kind of barley. A sack of this malt weighs from 164 to 165lbs. At some establishments, however, a grist composed of one part of amber, and two of pale malt is employed. The customary practice for brewing table beer is to draw from one quarter of malt, of the best quality, six barrels of beer. The final specific gravity of the wort, when let into the coolers, is seldom higher than ART OF BREWING. 169 1 1,25, or 12,50lbs.']ier barrel. The quantity of bops is from 4 to 5 lbs. per quarter of malt, 12 Quarters of Pale Malt, 48 lbs. Hops, The first onset, or mash, was made with thirty-two barrels of water, heated to 160�, and when the mashing machine had per- formed three quarters of an hour, an ad- ditional quantity of water, equal to nineteen barrels, was added, and the mashing con- tinued for half an hour longer. The wort drawn off measured twenty-six barrels. Specific gravity 22,15lbs. per barrel, Tlie second onset was made with thirty biirrels of water, of the temperature of 180�. The mashing lasted half an hour ; the goods stood three-quarters of an hour. The wort measured 29,5 barrels ; its gra- vity was 7 lbs. per barrel. i 170 ART OF BREWING The third onset was made with twenty- two barrels of water, heated to 185�; the mashing- machine performed three quarters of an hour ; the goods stood half an hour ; the wort obtained measured 22 barrels. Specific gravity 4,3 lbs. per barrel. The first and part of the second wort was boiled with the hops for one hour, and the remainder of the second with the third wort, were boiled two hours. After the wort had been five hours in the coolers, its mean temperature amounted to 61�. Its whole quantity in the gyle tun mea- sured 44,4 barrels. The mean specific gra- vity was 12,5 lbs. per barrel. It was mixed with two gallons and a half of yeast, of almost a solid consistence. After having been twenty hours in the gyle tuns the fermentation had advanced rapidly, and the temperature of the beer had risen to 68� ; it was cleansed in barrels placed ART OF BREWING �171 on stillion troughs. The specific gravity now was 4,5lbs. per barrel ; the casks were filled up every two hours. When the beer had been nineteen hours upon the stillion troughs, it was fit for use. TABULAR VIEW OF THE PROCESS. Date. Quar- ters of Malt used. Pounds of Hops used. Quantity of Wort in under- back. Specific Gravity of the Wort. Quantity of fermenta- ble Matter extracted. 1820 12 72 26 22,15 575,9 April 20. 29,5 22 7, 4,3 192,5 94,6 85,5 11,5 86,3 Quantity of Wort in the Coolers. Specilic Gravity of the Wort in the Coolers. Nett quantity of Ferment- able Matter. Quantity of Ferment- able Mat- ter per Quarter of Malt. Specific Gravity of the Beer. Attenua- tion, or diminu- tion of Specific Gravity. 44,4 12,5 555 71,94 4,5 8 172 ART OF BREWING, metfiol! of iireloing sale antr ^eev from tffe game ifHalt aiilr l^opg. 50 Quarters of Pale Malt. 400 lbs. Hops. The first mash was made with 68 barrels of water, heated to 160� ; after the mash- ing had been going on half an hour, an additional quantity of water, heated to 156�, and equal in bulk to nineteen barrels, were added, and the mashing continued three quarters of an hour longer. When the goods had stood half an hour, the wort was drawn off in the underback. It measured seventy barrels. Its specific gravity was 34,5 lbs. per barrel. The second mash was made with 72 barrels of water, of a temperature of 175� ; the mashing operation continued three^ quarters of an hour; the mash stood half ART OF BREWING. 173 an hour. The wort drawn down into the underbade g�uaged seventy barrels. Spe- cific gravity, 19,5 lbs. per barrel. These two worts were intended for the ale. They were boiled with the hops two hours and a half, and then pumped up into the coolers. Whilst the boiling was going on, four quarters of malt were added to the grist in the mash tun, and ninety-two barrels of water, heated to 175�, turned over it. The mashing continued three- quarters of an hour. The goods stood half an hour. The wort drawn down into the underback guaged ninety barrels. Its specific gravity was ll,21bs. per barrel. It was then pumped into the copper and boiled with the hops strained off from the ale wort. The ale wort of the first mashing was let down into the fermenting square, when its temperature was reduced 174 ART OF BREWING. to 63�. This happened after it had been four hours in the coolers, Itmeasured 59,50 bar- rels. Its specific gravity was 36,2 lbs. per barrel. It was mixed with three gallons and a half of yeast, of almost a solid con- sistence. The temperature of the second ale wort, after being five hours in the coolers, had fallen to 60� ; it was therefore let down into the fermenting squares. It measured 53,75 barrels ; specific gravity 21 ,5 lbs. per barrel. It was mixed with three gallons of yeast. The total quantity of ale wort in the fermenting squares guaged 113,25 barrels. Average specific gravity 21,75 lbs. per barrel. The fermentation and separation of the yeast was conducted as before stated. ( See Ale ) . The highest temperature of the ale wort, in the fermenting process, was 73� ; ART OF BREWING. 175 the temperature of the brewhouse, being 60�. The cleansing was done in rounds^ and sulFered to go on till the attenuation was 14lbs. per barrel. The whole process of the fermentation of the ale wort lasted seven days. The table beer wort (obtained in the third mash) was boiled with the hops strained off from the ale wort, till the cri- terion of the breaking of the ivort was very distinct, which took place when the wort had been boiled two hours and a half. It was strained off in the hopback, and pumped up into the coolers. When its temperature was lowered to 64�, it was immediately let down into the ferment- ing squares, where it guaged eighty-five barrels; its specific gravity was ll,31bs. per barrel. It was mixed with four gal- lons of yeast, and cleansed after the fer- 176 ART OF BREWING. Tnentation in the fermenting squares had been going on twenty-six hours. The attenuation was 7,15 lbs. per barrel. . OB, Wimo^V^nnv! 30 Quarters of Pale Malt. 20 Quarters of Amber Malt. 50 Quarters. 300 lbs. of Hops. Amber Ale, which is also called Two- penny^ because it was sold for two-pence a pint, when porter was retailed at three- pence the quart, was formerly employed for making the liquor called Purl, or warmed two-penny beer, mixed with a small quantity of a bitter tincture : usually with tincture of bitter orange peels. Amber ale is now out of use. It differed in nothing from porter, except in being ART OF BREWING. 177 less fermented. The amber ale was sent out to the customers within eight or ten days after it was brewed, hence it was extremely mild, and mantled a little in the glass, and when slightly warmed produced much froth, on account of the carbonic acid which it contained becoming dissipated. The quantity of hops employed was less than for brewing porter of the same strength. The following method of brewing Amber Ale is an abstract from a brewer�s journal : The first mash was made with 62 barrels of water. Temperature 175�. The mashing machine having been in action half an hour, an additional onset of water, equal in bulk to thirty barrels, were turned on the goods, and the mashing machine again suffered to act for half an hour. The mash tun cocks were opened, and the wort being drawn down into the underback, was immediately pumped up into the copper back, to be let I 3 V 178 ART OF BREWING, into the copper the moment that the water / for the second mash was turned on the goods. The second mash was made with forty- nine barrels of water. Temperature 180�. The mashing continued three-quarters of an hour. The goods stood half an hour ; the wort obtained was added to that of the first mash. The third mash was made with forty- eight barrels of water. Temperature 160�. The mashing lasted three-quarters of an hour ; the goods stood the same length of time. The fourth mash was made with forty- eight barrels of water. Temperature 166o. The mashing lasted half an hour, and the goods stood the same length of time. The first and second worts were boiled with the hops two hours and a half. The hops being strained off, the wort was L_ ART OF BREWING. 179 pumped up into the coolers ; its quantity was ninety-three barrels. The third and fourth worts were boiled three hours and a half, with the hops strained off from the former wort. The quantity of the wort in the hopback mea- sured fifty-four barrels. When the temperature of the first and second Mmrt in the coolers had become re- duced to 66�, it was suffered to run into the fermenting squares, where it measured fifty- one barrels ; its temperature now was 64�. It was mixed with a pailful (about two gallons) of yeast. The third and fourth worts were suffered to run from the coolers, when their mean temperature was 61� ; this was effected after they had been five hours hi the coolers ; a pailful and a half (about three gallons) of weak yeast was added to this portion of the wort. 180 ART OF BREWING. The mean specific gravity of the wort in the fermenting squares, (before the addition of the yeast,) was 19,75 lbs. per barrel. When the fermentation had been going on for twenty hours, the beer was roused, that is, the yeast was beaten in, or again mixed with the beer, and an addi- tional quantity of yeast, about one gallon, was added. When this had been effected the fermentation was again suffered to proceed, and the fermenting squares closed up with boards to maintain an uniform temperature over the surface of the beer. When the beer had been thus left quiet twenty hours, a head of yeast had ag�ain collected, about two feet in height. This stratum of yeast was beaten in, or mixed up with the beer, as before, and more yeast (about half a gallon) was again added to the beer. The temperature of the fluid was 72�. The ART OF BREWING, 181 temperature of the ajr being 45� . The beer was then cleansed ; the fermenting- process had upon the whole now been continued twenty-four hours. The beer was trans- ferred on the stillion troughs, and the barrels filled up every hour. The fer- mentation on the stillions lasted twenty hours. The whole quantity of beer stored away was 137 hjirrels. Put the porter into dry bottles, and leave them, when filled, open for six or eig-ht hours, which flattens the beer, by its losing a portion of carbonic acid, then cork the bottles perfectly air tight with good sound corks. The bottles should be straight i82 ART OF BREWING. necked, smooth and even in the mouth, nar- rowing very little about the neck where the middle of the cork comes. The soundest corks must be chosen, and one inch and a half of empty space should be left between the liquor and the lower surface of the cork in the bottle. Brown stout makes the best bottled porter. When the beer is intended to be exported to a hot climate, the bottles, when filled, should stand open twenty- four hours to jiatten the beer, and the corks should be secured with a copper wire firmly drawn over them, and fastened round the neck of the bottle. Ale is bottled in a like manner. The beer, whether porter or ale, should be perfectly transparent before it is bottled ; the smallest quantity of yeast or lees ren- ders the liquor very liable to ferment, and endangers the bursting of the bottles. ART OT BREWING. 183 / WiUte iilortcr, or <�Ui ?^orfe. This name is given to porter brewed from pale malt ; it therefore differs in nothing from common porter, except in colour. The final gravity of the wort, be- fore it is put to ferment, is from 17,5 to 18,5 per barrel. TJie fermentation is carried on in the usual manner. Dorchester Beer is usually nothing else than Bottled Porter. The following Table, shews the dimi- nution of the specific gravity of different kinds of Beer, from the commencement to the completion of the fermentative process of the beer : � 184 ART OF BREWING. DECREASE OF SPECIFIC GRAVITY OF PORTER AND ALE VI'ORT, OF DIFFERENT DENSITIES, DURING THE PROCESS OF FERMENTATION. Final or standard specific gravity of the Malt Wort in lbs. per barrel, by Di ing and Fage�s Saccliarometer, when put to ferment. Specific gravity of the Beer in lbs. per barrel, when cleansed from the fermenting- vessels into the stillion barrels. Specific gravity of the beer in lbs. per barrel, when transferred from the stillion barrels into the store Vats. Ale, Londonf 28,4 13,4 9,2 Do. t 27,75 12,3 9,4 Do. t 28,4 13,6 9,7 ft Do. t 28,50 13,9 9,75 Porter, (Brown Stout) * . 25,7 10,4 7,3 Do. * 2.5,12 11,1 7,2 Do. * 25,14 11,4 7,2 Do. * 25,50 10,7 7 Do. * 26 10,50 6,75 Do. * 24,75 10 6,56 Do.f 2.5,15 11,4 7,2 Porter, (keeping or Store beer) 22,15 9,8 6,4 Do. * 23,12 9,6 6,2 Do. * 22,50 9,8 6,5 Do. * 22,14 9,4 6,2 ** Porter, common 17,50 8,5 5,4 Do. * 18,4 8,1 5,1 Do. * 17,56 8,15 5,3 Do. * 17,8 8.2 , 5,5 � Do. ? 17,9 8,1 5,2 �� Do. # 18,4 8,5 5,1 f Communicated by Mr. C. P. Ellis, Ale brewer, Knights- bridge. * Communicated by Mr. Foster, formerly Porter brewer, as Messrs. Meux and Co. ^ Specific gi avity when 15 months old, 6,50.; and, when 20 months old, 6j2. At The specific gravity of this Ale when 11 months old, was 5,.52. ** The specific o'ravity of this beer, when 14 months old, was 5,2. � Specific gravity when 16 months old, -3, 25.' �� Specific gravity when nine months old, 5,8. ART OF BREWING. 185 SPECIFIC GRAVITY OF PORTER, ALE, AND OTHER MALT LIQUORS OF COMMERCE. The following table exliibits the specific gravity of different kinds of beer, as met with at the Publican�s in this metropolis ; Tempe- Specific Specific gravity in gravity in rature. lbs. per lbs. per Beer. of the barrel, by barrel, by Beer. Kichard- Bring and son�s Sac- Page�s Sac- charometer charometer Ale, Burtoi^* . . . 65 13,43 London, average of> 6 samples* . . 5 66 4,75 Do. 14 months old Nottingliam . . . 66 � 4^5 � 3,9 Welsh* .... 66 4,75 Kingston .... 65 4,50 Ware 65 4,12 Ditto 65 4,25 Irish* 66 6,5 Scotch* .... 66 6,75 Brown Stout, 18 > months old* . 5 66 2,50 Do. 7 months old* . 66 3,5 Do. 10 months old* 66 2,75 Porter 7 montlis old* . 66 3,8 Do. 18 months old* 66 3,2 Do. bottled* . . 65 3,4 Do. 15 months old . 65 3,22 Do. 18 months old . 65 3,8 Dorchester beer* . . 66 3,15 Table beer* . . . 66 1,3 Do. Do 65 1,5 * The specific gravilies marked with * were taken in my presence by Mr. Back, a scientific brewer at Messrs. Truman, Hanbury�s and Co. ; and the remainder by Mr. C. P. Ellis, Ale Brewer at Knightsbridge. 186 4 ART OF BREWING. BREWING JOURNAL. The following- Tables exhibit the method pursued by the London Brewers for Re- gistering the particulars of their Brewing operations. A Journal of this kind serves for occasional references, and often tends to enable the brewer to account for effects produced, the causes of which would other- wise have remained unknown to him. In some establishments it is customary to add to the journal several additional columns, exhibiting the temperature of the air from the commencement to the end of the process; the weight of the malt, and other particulars not registered in the oppo- site tables. .a Table h EXHIBITING THE SUMMARY OPERATIONS OF THE PROCESS OF BREWING PORTER � FKUftl Eight Quarters of Malt (1-bth Pale, X-bth Amber, 3-bths Brown Malt ), and 64 lbs. of Hops. The Produce inPorter, Twenty-seven Barrels. (Temperature of the Air, 52o, F.) Dale. Quarters of Malt. Pounds of Hops Number of Mashes. Heat of the Water. Barrels of Water. Time of Mash- ing-. Stn tiding of tho Tap, or Goods. Heat of the Tap, orGoods. Degrees. H. M. H. M. 1820 8 64 1st 160 29 1 45 140 composed 2d 1 188 > n 1 168 of 3d > 180 > ? 30 45 160 1-5 pale � 1-5 amber 53 3)468 3-5 brown malt. 156 Sept. 28 8 64 3 53 2 30 2 30 Barrels rtf Raw Wort in the Uu- derhr.ck- Specific Gravity Pounds. 23 13,4 Total quantity Ferment- able Matter extract. Specific Gravity per Quarter. Pounds. 588 Pounds. 73,5 li e of the tap. 73,5 Quantity of Wort in the Copper. Wort with the Hops. Time of boiling- Quantity of Wort 2 40 1 30 Barrels. 33 Final Specific Gravity when pitched. Quantity of Wort in Gyle Tun. Heat of the Wort when pitched BukTcIs. 28 Deff. G1 Quantity of "Y east added Pounds. 35 Temperature of the Wort during; tlie Fermentation iu the Gyle Tuns. First Second Third Day. Bay. Day. Heat. 64 Heat. 63 Hca^.' , 71 Qeans- tle Beer I the Fourth Day. ferred on the Stillious ! 74 dz Gravity of the Beer when Gravity of the Beer when stored from tiie Stillions 9,8 9,8 6,2 6,2 Number of Bar- rels of Beer stored away. Quantity of water used Quautity of porter produced . . � , � Quantity of water lost diiruifj the boil- ing^ with the hops SUMMARY OBSERVATIONS Bairol Ban'cls of raw wort in the copper Honrs. Mil Time of mashing ^ Standing on the tap, or goods . . 2 30 Time ot boiling 4 10 Time of brewing . 9 10 Table I. to face ])age 186. �afiular EXHIBITING THE SUMMARY OPERATIONS OF THE PROCESS OF BREWING ALE Fifty-five Quarters of Malt (all Pale), and AAOlbs. of Hops. The Produce in Ale, One Hundred and Thirty-seven Barrels. Temperature of the Air, 58�, F. Date. Quantity of Malt. Founds of Hops. Number of Mosbes. Heat of the Water. Barrels of Water. Time of mashing Standing of the Goods, Heat of the Goods. Barrels of Raw Wort in the Thider- buck. Specific Gravity per Barrel. Total quantity of Fermentable Matter extj-acted. Time of Boiling the Wort Barrels of boilet Worts. Specific Gravity of Wort ill the Coolers. Heat of the IVort when pitched. Quantity of Yeast added to the Wort. Attenuation in the Gyle Tuns, increase of Temperature and decrease of Specific Gravity Cleans ing of Numbe of Bar rels of Ale stowed aivay. SUMMARY OBSERVATIONS. First Day. Second Day. Third Day. Fourth Day. Fifth Day. the sixt Day. Quarters Pounds. Mash. Deg. Barrels. H. M, II. M. Deg. Barrels. Pounds. Founds. TI. M. Barrels. Pounds. Deg. Gallons. Heat. Heat. Heat. Heat. Heat. Heat. Barrels 55 440 1st. 156 100 1 46 145 50 42 2100 2 15 68 Deg. 71 Dog. 76 Deg. 81 Deg. 82 Deg. 82 Deg. Barrels ofliquor used all pale green 2d. 176 64 45 1 45 155 64 26 16S3 1 45 Barrels of Ale obtained Malt. cast Barrels of liquor boiled oft' Kent 3d. 1S4 66 45 1 30 140 64 12 768 1 47 � � � � � ... �� Makes Barrels of Raw Worts .... 178 4551 137 -29 lh=. 27 lbs. 24 lbs. 16 lbs. 11 lbs. 8,5 lbs. 137 Barrels ofliquor absorbed by the grist and lost by evapo Barrels of raw wort . 178 146 neau beat ot the tap or sroods. ratiAn * � Barrels of Blue lyorts, of the fourth mash, for next day� � ,18-20, 52 barrels o ' water absorbed by the grist and evaporated. brewing Oct. 4th. Brouj lit down . 4tb. 180 50 30 30 130 50 6 300 e nployed these fif y barrel s of blue uorf as liquor fi rnext d ly in mas hing. 102 � � .. .. The whole of the liquor accounted for . . . 174 ni ean hen of (he 1 quors. rhe Ale became fine in ten Days; its colour was a strav perfectly bright ; Havourgood. 178 H. M. Time of Mashing 2 6U 137 Standing of the tap or goods .... 4 30 Time of boiling the Worts 5 3I� 41 barrels ot water evaporated dm iiig the boiling of the woi tK. Time of Brewing V2 .50 65 440 4 2S0 2 50 4,30 178 485,1 .'> 30 137 33,2 6(5 9 29 27 24 16 11 8,5 137 h'M' J tji�a-:^iAH r� f ' critwrtSp^" � _ �� ' <'Y*<.':^ M ,. W Hf?r ^bmi ^rrt7r<> ^WbT baii .dfA jTj)to*? If> � , �^wflOftJf id! H-JHUufi ff^tlilliTT^ i.(h � �it linfdit ')o >n(r�ff�f iifetioii �*!}�?' � '�'� �;, '5-- f r , i.,,-'^ � � �<�''�� 0^/. %�t' � ��. , ^ rcf fe'Siitfj';� S' 5ap''�#,ilf'*- �*��' - I^'m*ll . � I ; � ?� ^ ><��' � 7�<*^** ART OF BREWING. 187 QUANTITY OF PORTER, ALE, AND TABLE BEER, BREWED IN ONE YEAR, BY THE PRINCIPAL BREWERS IN LONDON. The extent of the brewing trade will be seen from the following account of the quantity of Porter, Ale, and Table Beer, brewed by the principal houses in London, from the 5th of July, 1819, to the 5th of July, 1820. The total amount of which is 1,592,584 barrels. PORTER. Barrels. Barclay, Perkins and Co 275,183 Truman, Hanbury and Co 190,131 Whitbread and Co 181,660 Reid and Co 159,368 Combe and Co 122,785 Henry Meux and Co 105,300 Calvert and Co 93,818 Goodwin and Co 60,143 Elliot and Co 50,411 Taylor and Co 50,039 Hodgson 22,667 Cocks and Co 21,975 Total . . 1,333,480 188 art of brewing ALE. Barrels. Stretton and Co 24 186 Coding- and Co 13J Wyatt and Co . 14^356 Charring-ton and Co 14,237 Ball and Co 20 q72 Hale and Co 6^655 Whitmore and Co 3,999 Prior and Co. . 3,201 Total . . 9 J, 8.37 TABLE BEER. Barrels. Stretton and Co 21,199 Hale and Co 19,959 Wyatt and Co - 17,420 CharringtonandCo 15,984 Barrat and Co 15,113 Sandall and Co 13 432 Satchel and Co �� 13 H8 Edmonds and Co 12,512 Simpson and Co 11,574 Coding and Co 10,387 WhiffinandCo 9 072 Rand and Co 7,497 ART OF BREWING. 189 The gross annual receipt,* in money, received by the Excise for Beer brewed, and malt and hops, in the United Kingdom for the year ending bth of January 1820, amounts to �5,997,216 Ss. I03.d. IN ENGLAND. The Excise for Beer �2,924,260 13 2t Do. for Malt 1,204,549 9 34 Do. do. Temporary Tax, 43. Geo. 3. c. 81. 967 Do. do. Annual Additional Duty, com- 15 10? inenced March 26. 898,364 15 .3t Do. do. Old, commenced June 24. 512,076 00 Do. do. commenced July 5. 46,289 10 8 Total �5,586,508 13 14 IN SCOTLAND. The Excise for Beer �82,471 3 44 Do. for Malt 86,029 11 24 Do. do. terminating July 23, 1817 17,853 11 34 Do. do. November 25, 1819 29,347 18 11 Do. do. July 5, 1820. 3,403 7 5 Total �219,105 12 24 IN IRELAND. The Excise for Malt . . . �191,601 18 6 t � Finances, account I� VIII. printed by order of tbs House of Commons, 1820. 190 ART OF BREWING l^relutng in tfi^ DOMESTIC BREWING UTENSILS. What has been so far stated, with regard to the art of brewing, must be considered as generally and chiefly applicable to brewing on a large scale, as practised in the London breweries ; but to many of our readers who maybe disposed to perform this operation for themselves, some directions may be service- able. The same principles apply to both pub- lic and private brewers. The only dif- ference is, that the one mashes, perhaps, only one quarter of malt, while the other mashes 100 or 150 quarters in one tun ; and the private brewer may employ mo- lasses, sugar, or any other substance in his brewing, which the public brewer is not allowed to do. ART OF BREWING. 191 The Copper . � The size of the washing- copper, in families, generally determines the extent to which the operation of brew- ing can, with economy, be practised. Let us, therefore, take nine gallons as the basis of our calculation. If it be required to brew two kinds of beer at the same time, namely, nine gallons of one sort (ale), and nine gal- lons of another sort (table beer) , the capacity of the copper should not be less than thir- teen gallons. If one kind of beer be only required, then, for each nine gallons, the copper should contain, if the whole quan- tity of grist be mashed only once, thirteen gallons � if the mashing be performed in two separate operations, seven gallons � if in three operations, five gallons. It is not economical to. exceed those ca- pacities, at least not to extend them to fifteen, nine, or seven gallons. 192 ART OF BREWING. Suppose, for example, that to brew eighteen gallons of ale, and thirty-six of table beer, a forty-five gallon copper were used (which would be too small) it would occasion much waste of fuel in boiling the ale wort, and there would not be liquor enough to save the sides of the copper from becoming injured by the heat. For a brewing of that quantity, a copper ca- pable of containing either six, or twenty - eight gallons of water is preferable. Much trouble, besides waste, will be avoided if the copper be furnished with a metal cock ; but, instead of having it brazed in, I recommend a simple pipe of sheet copper, coming out level with the bot- tom, and projecting beyond the brick- work in which the copper is fixed. Into this tube the cock may be easily secured, as is done by fixing it in a cask, and again ART OF BREWING. 193 removed as occasion may require. This enables us to clean the cock readily. The cock should be of a size sufficient to pre- vent its being choaked by the hops in dravr- ing off the malt wort. To save time and labour, it is desirable that the copper be placed, if it can be con- veniently done, at such a height as will allow the water to run from it into the mash tub by means of a wooden spout, or gutter. And as it is essential to ascertain readily, at any period, the quantity of liquid contained in the copper, a guage-rule, guarded by a tin or sheet iron tube, to prevent the gra- duated divisions of the rule beinsf obscured by the steam, when immersed into the cop- per, should be provided, for readily ascer- taining the quantity of liquor in the copper. Mash Tuh . � The size of the mash tub K 194 ART OF BREWING. must be adapted to tlie mode of brewing to be pursued. A smaller or larger mash tub will be required for the same quantity of liquor. For example, if three mashes be made, the following dimensions will be sufficient ; For each firkin, ale measure, (nine gal- lons) of beer intended to be brewed, if but one kind of beer be made, or for each firkin of that liquor alone, which is to be brewed on a larger scale, the meish tub should contain fifteen gallons ; for example, if two firkins of either ale or table beer be brewed, or one firkin of either, and two of the other, the mash tub should contain thirty gallons. If it be proposed to mash only twice, em- ploying a large proportion of water in the second mash, then instead of fifteen gallons, the capacity of the tub should be eighteen gallons. ART OF BREWING. 195 If the mash tub be made for the purpose, it is best to be narrower at top than at bottom. The narrow mouth keeps in the hot steam, and the broad base does not allow the grist to become closely compressed. Two third parts of any broad bottomed cask will do very well for carrying on the operations of mashing in the small way. The mash tub must be furnished with a metal cock, which is preferable to a wooden spigot and faucet, or wooden cock ; the latter are apt to swell by the hot liquid, and in attempting to draw off the wort, we have often had the sad misfortune to pull out the clumsy contrivance altogether. The mash tub should be supported upon a three-legged stand ; the most eligible form of which is that of two pieces of wood joined in the shape of the letter T. and having a leg under the three extremities, K 2 196 ART OF BREWING. raised so high from the ground as to admit readily a common sized pail, or other vessel, to be put under it. For coolers, common washing tubs will do tolerably well. For each firkin (nine gallons) of liquor to be brewed, (counting ale and beer together) let these tubs con- tain in the whole fourteen gallons, which may be divided in the following manner, and from these sizes a calculation for any greater scale may readily be made. The larger tub, in each case, being intended to serve in the threefold capacity of receiver, cooler, and gyle-tun, to ferment that one of the two liquors which has been brewed in the smaller quantity. For a brewing of eighteen gallons, whether of the same or different liquors. ART Of BREWING. 197 one sixteen and one twelve gallon tub are required. For three firkins (twenty-seven gallons) one tub of eighteen, and two of twelve gallons, are necessary. To brew a barrel, the larger tub should have a capacity equal to thirty gallons, while each of the other two should be able to contain thirteen o-alions. O The tub intended to serve as underbade^ or receiver of the running- wort from the mash tub, ought to have its capacity divided into gallons, that the quantity of wort from each mash contained in it may at once be known by mere inspection. The divisions may be notches cut into the surface, or small nails driven into the wood. When you have determined on the particular part of the floor where the tub shall stand, you may there place it, and successively f 198 ART OF BREWING. pour into it measures of water, and then mark the height of the water, either by a notch in the wood or by driving in a small iron tack. If the number of tubs can be in- creased beyond what has been stated, it will expedite the cooling process. A few pails should also be ready at hand. A gyl& tun need not expressly be pro- cured for brewing in the small way. Accordingly we have already provided both for the ale and table beer ; the mash tub serving for the one liquor which has been brewed in the largest quantity, and the greatest of the coolers for the other liquor. Though with respect to the cooler, it is not of the proper shape for a gyle or fer- menting tun, which ought rather to be nar- row in proportion to its depth; nine gallons of liquor, however, in a sixteen gallon ART OF BREWING. 199 cooler, and so in proportion, will do well enoug"!! for all ordinaiy purposes. A cask of any shape, simply deprived of its head, and allowing fifteen gallons capa- city for every nine gallons of liquor in- tended to be suffered to ferment in it, will make a very good gyle or fermenting tun. ^ (ommon ^Tljermometcir, toiti) a Metal ^cale, tnflosraf in a dtafie, tuill ao beii) taell for a0crr= taining tljr Crmpcraturr of Slgaatrr. Mr. Cowbrune advises (if no thermome- ter be at hand) to heat 220 measures, gallons, or quarts of water, according to the quantity wanted, and when it boils, to add 100 similar measures of cold water, which, when mixed with the former, will 200 ART OF BREWING produce a temperature not exceeding' J60, or 170�, and this is a very proper heat for the mashing operation, and accurate enough for common purposes. Easy method of ascertaining the specific gravity of the Malt Wort. In domestic brewing the specific gravity of wort may easily be found, if it be deemed necessary, by means of a bottle, having a narrow neck, and furnished with a ground stopper. The weight of the volume of rain water, which the bottle when completely filled with it holds, is set down as unit, and the quantity it is found to contain of the 'wort, at the same temperature, denotes the specific gravity of the wort ; for it is clear, that whatever is the excess of weight, above the standard unit of the same bulk of waters is due to the soluble matter contained in ART OF BREWING. 201 the wort, which is all the brewer desires to learn from the use of the saccharometer. For reducing the quantity of solid matter of any bulk of wort into gallons or barrels, it is only necessary to remember the follow- ing statement. The cubic contents of an English wine pint are 28,875 cubic inches, and the weight of an English wine pint of distilled water at 55�, F. is 7310, 428125 grains. The cubic contents of an English beer pint are 35,25 cubic inches. However, in domestic brewing, it is not necessary to attend to the specific gravity of the wort. Barrels of eighteen gallons capacity, like those used for British wine, are most conve- nient and economical for storing beer. Let the bung-holes be wide enough to admit the hand and arm for the purpose of better K 3 202 ART OF BREWING. scouring- and cleansing the inside. It will be convenient to have all the bung-holes of one size, and the tap holes equally uniform. This will save much trouble in fitting bungs and corks. Turned wooden bungs, which stand two or three inches above the outer surface of the cask, with a round half-inch hole near the top, passing horizontally through the centre, to admit an iron bolt for the purpose of loosening them, are very convenient ; for by raising the common bungs with an iron skewer it tears the bung, and also the side of the bung-hole, which renders the cask not air-tight, The iron hoops of the casks should be painted to preserve them from rust. For the sake of convenience, with regard to subsequent calculations, it is desirable that all the casks be of precisely equal mea,- sure. But as there is sometimes a consi- derable difference between casks, nomi- ART OF BREWING. 203 nally of the same dimensions, it is prudent to ascertain that point by measurement before the casks are used, and in case of finding any material deviations from the standard quantity, to have the exact capacity of each indelibly marked on its front ; nor will there be any harm in apprising the cooper beforehand, that you intend to do this, to render him more care- ful to avoid the mistake, which might easily be committed, if furnishing wine casks of an inferior capacity, instead of those made for ale measure of the same denomination. It will likewise be useful to measure the circumference of each cask, and with a notch, or small nail, to mark the spot exactly opposite to the centre of the bung- hole, This will save some trouble in placing the casks to be drained perfectly dry, after having rinsed them with water. 204 ART OF BREWING. SEASON BEST SUITED FOR BREWING. The best time for brewing is during cool weather; March and October are the sea- sons best suited for brewing in the small way. If for want of cellar room you are obliged to brew during warm weather, let the quantity be not greater than is requisite for speedy use, for malt liquors, brewed during hot weather, seldom keep long. ART OF BREWING. 205 CAUTIONARY HINTS, WITH REGARD TO CLEAN- LINESS, IN THE OPERATION OF BREWING. Cleanliness cannot be paid too much attention to in the brewing process, parti- cularly in the summer season ; for every particle of matter left in the utensils after being used, creates a foulness not easily afterwards got rid off, and which inevitably gives a bad taste for a great length of time to the subsequent brewings. Some days previous to the operation of brewing being commenced, all the casks and tubs should be filled with water to render them tight. By neglecting this pre- caution, much disagreeable consequences may follow by unexpected leekage, parti- cularly if the utensils are not old seasoned 206 ART OF BREWING. vessels, that are constantly kept in use. And previous to washing the brewing utensils, the hoops of the casks and tubs should be driven close or tightened down while the wood is dry. Immediately after the brewing utensils are made use of, they should be carefully and thoroughly washed out, and rinced with clean water, which must from time to time be renewed, if they are not soon again to be made use of. During the summer season, a few lumps of unslacked lime should occasionally be thrown into each, and, with such lime liquor, the vessels should be well scoured. The copper likewise requires attention, it should never be used without being scoured, and in doing this the bottom, and all round the cock, should be especially examined, to see that no coat ART OF BREWING. 207 of verdegrease adheres, indeed the vessel should be rendered perfectly bright. The moment a cask is empty, fasten down the vent peg, and stop the tap-hole with a cork well fitted and hammered in. The cask will then continue sweet, and re- quire to be rinsed only when wanted for immediate use. If this precaution be neg- lected, the vessel will grow musty and it will be very difficult to get it thoroughly clean. The inside of the casks should be ex- amined occasionally. This is best done by taking out the head, that the inside may be got at, to be scrubed, for in the course of time, a slimy coat is formed in the interior which no rinsing with water can remove, and this substance,, if allowed to remain, contributes to the spoiling of the beer. 208 ART OF BREWING. QUANTITY OF ALE OR TABLE BEER TO BE BREWED FROM A GIVEN QUANTITY OF MALT AND HOPS. In domestic brewing, and if the beer be not intended for keeping, one bushel of malt, and ten ounces of hops, will produce twelve g-allons of common or table ale ; and ale brewers allow one measure of such ale, to be equal to two of table beer. From one bushel of malt, there- fore, may be brewed twenty-four gallons of table beer, without any table ale, or nine gallons of ale, and six of table beer, or six of ale and twelve of table beer, or any other proportions of ale and table beer, bear- ing in mind the proportions that common ale and table beer are here considered as two of table beer being equivalent to one ART OF BREWING. 209 of ale. This is the smallest quantity of malt that should be employed for brewing twelve gallons of good table or common ale. It is likewise uuderstoodj that the malt be mea- sured before it is ground, because a bushel of malt by measure produces, when coarsely ground, one bushel and a quarter of grist, and when finely ground, the increase of bulk is still more considerable ; hence if the malt be purchased in a ground state, this allowance must be made accordingly. If the ale is intended for keeping, it is ad � visable to allow from 5f to six bushels of pale malt to brew a hogshead (fifty-four gallons) of good ale. The quantity of hops must be suited to the taste of the drinker and the time the liquor is intended to be kept. For strong ale, intended to be kept about twelve months, three quarters of a pound of hops should be used, (if the 210 ART OF BREWING. hop be new or of the best kind,) to every bushel of malt. If the beer is to be pre- served sixteen or eighteen months, one pound of hops to a bushel of malt will be a good proportion. For such strong ale as is brewed for present drinking, there need not be more than ten ounces of hops to a bushel of malt. But for this kind of beer, brewed in warm weather, it will be ad- visable to use three quarters of a pound of hops to a bushel of malt. For small beer, which should always be brewed by itself from 2 - to 2 ^ bushels of pale malt, and from l^-to l lbs. of hops are suf- ficient to make a hogshead of beer. By advising the above quantity of malt to be employed for the production of a given quantity of beer, it is to be understood, that the whole of the soluble matter be completely extracted from the malt, a cir- ART or BREWING. 211 cumstance by no means common in the ordi- nary practice of domestic brewing- ; one half of the meal of the malt often remains after the brewing is finished in the grains j 100 lbs. of malt when properly deprived, in the ope- ration of mashing, of the soluble matter which it contains, should weigh, when perfectly dry, no more than from 40 to 45,50 lbs. Pale malt is preferable to amber coloured malt for brewing in the small way, and should always be used, and the best malt produces the best flavoured beer. If the beer be intended to have a brown colour, the addition of a small portion of burnt sugar, answers that purpose very well. When the malt is purchased, inquiry should be made, whether it is old or neiv, if the malt be new, it should be left exposed to the open air one or two days after grind- 212 ART OF BREWING. ing-, before it is used. If it be old, it will be right to have it ground on one day, and brewed the next, without allowing it to stand after it is broke. It should be bruised moderately small so that every grain be bruised. If it be ground very fine, it will clog the mash and impede the draining of the wort. When economy is an object, a quantity of molasses, or muscovado sugar may be substituted for a portion of the malt. From experiments in which we have been pro- fessionally engaged, on a large scale, we are authorised to state that 12 lbs. of molasses, or lOlbs. of muscovado sugar are equivalent^ or yield as much fermentable matter as is produced from one bushel of malt, of the usual quality, that is, such as is capable of yielding 65 lbs. solid fermentable matter per quarter of malt. ART OF BREWING. 213 Mashinq . � The quantity of water to be employed for obtaining' the different mashes, from what has already been stated, must be determined by the relative capacity of the mash vessel and the copper ; care should always be taken to employ so much for the first mash as will keep a sufficient quantity in the copper to prevent its being injured by the fire. When you commence the process of mash- ing, place your mash tub upon the stand and in the most convenient position, as well to receive the w'^ater from the copper, as to allow sufficient room for the person w'ho is to stir the mash, and having adapted to the orifice of the cock that projects within the tub, a wicker strainer covered with a case of close canvas, to prevent the grains and fine flour from passing through, pour in the mash tub ten gallons of boiling water, for 214 ART OF BREWING. every five pecks of malt to be employed, and then cover up the tub. Suppose the capacity of the copper can furnish only seven, or five of the ten gallons of water, in that case boil the remaining three, or five gallons, as expeditiously as can be done, and add it to the water already in the mash tub, which should remain covered all the while, that the cold vessel may become heated uniformly. When the water has cooled down to the temperature of 180� or 185�, let one person gradually pour the malt into the tub, while another stirs and well mixes it with the water to leave no lumps, so that the whole be blended into one smooth uniform mass. Then cover up the tub with sacks, blankets, carpets, or whatever else is ready at hand, to keep in the steam. The stirring ART OF BREWING. 215 of the mass should be continued half an hour. When the mash has stood at least one hour and a half in winter, or one hour in summer, turn the cock, and let the wort run olf in the vessel destined to receive it, and whilst this mash is preparing let the copper be again filled with water for the second mash, in order to have the water ready before the first wort is drawn off from the grist. If the brewing be intended only for nine gallons of beer, per bushel of malt, five and a half gallons of water, is the allowance re � quired for the second mash. Let the water be poured on the malt by one person, while another plies the oar for at least half an hour. If it be intended to brew' only one kind of liquor, the second wort may run into the same receiver containing the first 216 ART OF BREWING. wort. After the mash has stood one hour and a half, draw it off. The third mash should be made with the remaining quantity of water. It need only to stand one hour. Althoug�h we have stated three separate operations of mashing, if time or conve- nience does not admit of this proceeding, the grit may be mashed in two operations only, with the whole quantity of water to be employed ; in that case a quantity of water will be seen lying on the top of the malt, the mash being too thin, and a portion of the extractive matter remains retained in the grain, which is washed out by the second mash. But it is always preferable to make three mashes. " \ . ' The practice of strewing over the goods in the mash tub a layer, or as it is called a cap of grist, to keep in the heat, is a waste of malt, this object is better accomplished 217 ART OF BREWING. I by spreading- a blanket, or old carpet, or any other covering- over the mash tub, to confine the heat. Of the ten gallons of water employed for every five pecks of malt, about five and a half gallons will come out in wort, the remaining four and a half being retained by the malt. Boiling of the Wort . � Put along with the first ale wort (supposing it to have been kept separate for the purpose of brewing ale) the whole quantity of hops into the copper ; boil the mixture till the liquor breaks, or becomes clouded with large fleecy flakes. This will take place probably when the wort has been boiled about one hour. The breaking or curdling is best ob- served by taking a bason full of the wort out of the copper and suffering it to cool, when the flakes will be distinctly seen in the wort. L 218 ART OF BREWING. Whilst the boiling is goingon, arrange the tubs for the cooling process, by raising them from the floor on a support, to allow a free circulation of the air beneath the bottom of them ; then place a hair sieve over it, sup- ported on a frame of four pieces of wood joined ladder- wise, and resting on the edge of the tub, and strain the boiled liquor thiough the sieve. Put the hops back into the copper, and boil them again with the second and third wort. If the boiling cannot be accomplished as here described, on account of the copper being too small, when the first liquor is half boiled away, take out a part to make room for the surplus quantity of wort, and continue the boiling till all the wort has been concentrated and acted on by the hop. ART OF BREWING. 219 Cooling of the Wort . � When the liquor has been boiled, let the mash tub be cleared of the grains, and being rinsed with water, fill it with the boiled wort, and put it in a place where it is not exposed to a current of cold air, to serve as a gyle tun for the wort. When the contents of the several tubs, supposing them all intended for ale, have so far cooled, that the average tempe- ratureof the different quantities united will be from 62 to 65�, F . (about the temperature of milk just drawn from the cow) pour the whole into the gyle tun, add the yeast, and, having covered up the vessel, let it stand in a moderate warm place. The cooling of the boiled wort, however, should be effected with the utmost expedition, to prevent it becoming sour, which, espe- cially in warm weather, would speedily happen. 220 ' ART OF BREWING. The quantity of yeast necessary to ex- cite the fermentation of the wort should be in the proportion of one quart of good stiff fresh yeast to about forty gallons of good strong beer or ale wort, and one pint and a half to the same number of gallons of small beer wort. If the weather be cold, rather more than the quantity mentioned may be applied � and in hot weather, it will be prudent to diminish the quantity. Immediately, when the yeast is added to the wort, the mixture should be stirred for two or three minutes, in order to become well incorporated with the wort. It is a good practice, though by no means absolutely necessary, to set the yeast to ferment before it is wanted, by diluting it with a portion of lukewarm wort, and adding, from time to time, more wort to the mix- ture as the fermentation proceeds. Indeed, ART OF BREWING. 22] the whole first wort may be in the act of fermenting before the remainder is yet suf- ficiently cool to be ready to be mixed with the yeast. Fermentation of the Wort . � If the brew- ing be made for table beer only, the cooled liquor must be put to ferment with the yeast at a temperature of about 65� F. If the fermentation goes on very rapidly, and there appear danger of the whole con- tents of the vessel overflowing the tub, the yeast may be beat down with a stick, and the tub uncovered : a door or win- dow may also be opened in the place where the tub is placed, to admit a cool draught of air to retard the fermenting process. If the fermentation is languid and feeble, one or two large stone bottles, filled with hot water, closely corked, may be let down 222 ART OF BREWING. into the tub to increase slightly the tem- perature of the liquor. When the head of yeast has risen, and assumed an uniform appearance, and just when it begins to sink, skim off the yeast, and repeat the skimming till no more can be separated. The collected yeast will con- tain a quantity of beer, which will separate from it by suffering the mixture to stand for a day or two ; this beer may be added to the skimmed liquor. The fermentation of ale, when brewed in small quantities, is usually completed in two days, and table beer may be tunned speedily after the fer- mentation has taken place. Cleansing of the Beer . � When the fer- mentation has been apparently completed, drawoff the fermented liquor from the thick sediment in the fermenting vessel into clean ART OF BREWING. 223 casks, previously rinsed with boiling water, and when the casks have been filled, strike a few strokes with a mallet on the hoops, in consequence of which some air bubbles become displaced, the liquor subsides a little, and leaves room for more to be added. A slow fermentation will still go on in the beer, and an addi- tional quantity of yeast become disen- gaged, and overflow the barrels, which should be placed with the bung-holes inclined a little to one side. The same liquor which overflows from the casks may again (having been saved in a vessel placed underneath the casks for that purpose) be used for filling up the barrels, or the cask may be kept full by the addition of any kind of beer that may be ready at hand. f 224 ART OF BREWING Flavouring of Home-brewed Beer . � If the beer be intended to receive an adven- titious flavour, the substances employed for that purpose should be inclosed in a bag, and in that state suspended in the beer whilst the fermentation is going on, and care should be taken to remove the flavouring ingredients when the desired effect is produced ; the beer, therefore, should be tasted from time to time, be- cause, very often, a very small quantity of a flavouring substance may produce a de- sirable effect, while a stronger impregna- tion will render the beer disagreeable to the palate. The following substances, which are perfectly harmless, are some- times employed for flavouring home-made ale, namely, coriander seed, ginger root, orris root, the root of calamus aromaticus, orange peas, and liquorice root. Corian- i I ART OF BREWING. 225 der seed, however, is chiefly employed. They should be bruised before they are used. Barrelling of the Beer . � When the fer- mentation of the beer has entirely ceased, bung up the cask. The practice of put- ting a handful of hops, either in its natural state, or previously scalded, into the cask, with a view of fining the beer, is a bad one. The hops are liable to stop up the cock, and besides they do not possess the power of fining� the liquor. If the brewing has been correctly performed, the beer speedily becomes clear, and it requires nothing but age to improve in quality. If the brewing has been properly con- ducted, the beer will be clear at all events in fourteen days. If the beer be intended to mantle in the glass, it must be bottled 226 ART OF BREWING. off before the insensible fermentation in the cask has ceased, or at all events imme- diately when it is become bright. The casks should be occasionally ex- amined, especially in warm weather. If a hissing noise is audible at the bung-hole, the spile may be left in loosely till the liquor has become quiet, but it is better to check the fermentation, which may be done by repeatedly wetting the cask with cold water all over with a mop. The beer being well prepared, and com- pletely worked off, it will then be proper to remove it to the place where it is to remain for use. As soon as it is placed in the cel- lar, the bung must be drawn and the casks filled up quite full with fine beer, skimming off the head from time to time, that will arise in consequence of its being rolled over. After being attended in this manner ART OF BREWING. 227 for two or three days, the casks should be bunged tight, and a hole bored with a gimlet near the bung, for the vent peg, which should be left rather slack a day or two. Fining of the Beer . � If the beer is not fine, it may be rendered so by the addi- tion of a small quantity of isinglass dis- solved in stale sour beer ; but this is al- ways a bad practice ; it renders the beer, unless the celler be particularly cool, liable to turn sour, especially if the liquor be table beer, or ale of no considerable strength. And let it be remembered, that fineness in malt liquor is not merely essen- tial to please the eye, but it is also abso- lutely necessary to the unalterability of the beer, but it should not be produced by artificial means. 228 ART OF BREWING. It sometimes happens in private brewing that the strong beer gets too stale by keep- ing ; the only effectual way to render it milder, is to add to it an equal quantity of new beer, which, in a few weeks, will ren- der it more palatable. Some families are fond of laying in and keeping a succession of their stock of beer brewed in March, but it is more advisable to keep up the succession of strong beer from the month of October, or beginning of November. The stock of ale may be brewed in March or April ; in- deed, ale or small beer will answer very well, brewed at any time, except in very hot weather, when it would be prudent to defer brewing altogether. In tapping the cask, besides cutting of the tap bung hole close to the wood, it will be convenient to force it partly in before the cock, which is made of rather a brittle ART OF BREWING. 229 metal, is attempted to be driven in, and will not bear violent blows. To force in the bung, a wooden driver, turned with a wooden shoulder to prevent it entering too far, is convenient, and to force in the cock a wooden mallet, not an iron hammer, which would batter and injure the cock, should be used. Beer, when once in a state fit for use, should not be agitated. The removal or disturbance of a cask of beer is always injurious, though the grounds or lees of the fermenting tub may not have been put with the beer into the cask ; be- cause a quantity of yeast is gradually de- posited from the t'eer in the form of lees or barm; any motion will now stir up the lees, and render the whole contents of the cask muddy, besides the lees are liable to induce a new insensible fermentation, which 230 ART OF BREWING. may tend to spoil the beer. If the beer be intended to be transferred, it must be done carefully, without disturbing the sediment at the bottom of the cask, for it has by this time performed its duties, and its continuance may prove injurious. It is also requisite that the cask should be tapped at such a distance from the bottom as to allow the beer, particularly if it be ale or strong beer, to flow clear of that sediment which may have collected n.t the lower part of the vessel. ART OF BREWING. 231 ^pturc iSnv* This name is given to an effervescing beer brewed from molasses and the extract of the spruce fir, the latter gives to it a terebinthine flavour. It is prepared in the following manner : � Add to eighteen gallons of boiling water from 12 to 14 lbs. of molasses, and from 14 to 16 ounces of ex- tract of spruce. Suffer the mixture to cool, and when lukewarm add to it one pint of yeast and suffer the mixture to ferment. Whilst the fermentation is going on re- move the yeast by skimming, and when the fermentative process begins to become lan- guid which usually happens in two days, let the beer be bottled. It will be fit for use in three or four days. Sugar is preferable to 232 ART OF BREWING. molasses, and if malt wort, of an ordinary strength (fifteen or eighteen gallons drawn from a bushel of pale malt) be substituted for the water, a spruce beer of a much su- perior flavour is obtained. White Spruce Beer is made in a similar manner, by substituting for molasses com- mon sugar. PORTABLE BREWING MACHINE, AND ITS APPLICATION. Figure 3, [See the plate facing the T4tle page] , exhibits'a convenient apparatus made of iron plates, tinned within, for brewing malt liquors in the small way. It consists of three concentric hollow cylinders, as shewn in the sketch, and a moveable fire-place a, forming the lower part of the machine. The outer cylinder, b, serves as a boiler ; ART OF BREWING. 233 within it is placed the second cylindrical Tessel, the side and bottom of which are perforated with small holes. This vessel is destined to contain the grist, hence it is called the extracting cylinder. The third perforated cylinder, which serves to convey the water upon the grist, is fixed in the centre of the extracting cylinder. The fol- lowing directions are given by Mr. Need- ham, the inventor of the apparatus, who advises to use one bushel of malt, and from three quarters to one pound of hops for brewing nine gallons of ale, and a like quantity of table beer, by means of the machine, in the following manner : � � Put into the apparatus as much cold water as will cover the perforated bottom of the extracting cylinder, and light the fire in the fire-place, a ; then put as much grist into the perforated extract- 2S4 ART OF BREWING. ing cylinder as will three parts fill it, taking care that none of it falls into the central cylinder, which should be covered, but only while putting the malt in, and also during the operation of mashing the malt, nor between the extracting cylinder and the outer vessel or boiler. Having done this, pour through the central perforated cylinder of the apparatus, so much more cold water as will cover the malt ; and in an hour after the fire has been lighted, stir the malt thoroughly with a mashing stick for about ten minutes, that every particle of it may be divided, and incorporated with the water. Let the heat now be gradually in- creased to 175�, stir the malt again, and when the mixture has reached the tempe- rature of 180�, damp the fire with wet ashes to prevent the mash from becoming hotter. Having sulfered it to stand about ART OF BREWING. 235 two hours and a half, draw off the wort very gently, that it may run fine ; transfer the wortintooneof the coolers*, and put the hops, previously rubbed with the hands to break the lumps, on the surface of the wort to keep it hot, till it is returned back into the machine for being boiled. Having drawn off the first, or Ale W orty put into the ma- chine, through the central cylinder, as much more cold water as will cover the grist, raise the fire again, and, after half an hour, stir up the malt for about ten minutes, and cause the mash to be heated to 180� as quick as possible ; then again damp the fire, and having suffered the mash to stand one hour, draw off the second or Table Beer wort gently, that it may run � A series of sheet iron tinned coolers, and packed one within the other, are furnished with the apparatus. 236 ART OF BREWING fine, put it into one of the other coolers and cover it over to keep it hot until it is poured back into the machine for boiling. Having drawn off the second, or Table Beer wort, if a third mash be intended to be made, put into the machine as much more cold water as may be deemed proper ; heat it to 170� quickly, draw it off in about an hour after, and add it to the last obtained wort. Then take the grains out of the cylinder with a hand-shovel, and re- move the perforated cylinder out of the outer cylindrical case, or boiler, and hav- ing cleaned out the boiler with a broom and water, put the perforated cylinder again in its place into the machine. Now put the first obtained, or ale wort, with all the hops to be employed, into the outer cylinder, taking care that the cover of the central vessel be off ; cause the wort to boil quickly, and keep ART OF BREWING. 237 it boiling one hour ; then damp the 'fire, draw off the wort into one or more coolers, which should be placed in the open air, that the wort may cool quickly. Having drawn off the ale wort, return the second, or table beer wort, together with the wort obtained in the third mashing, into the ma � chine containing the hops left from the ale wort ; cause the mixture to boil, and keep it boiling one hour ; then put out the fire, draw off the wort, and put it into a cooler. When the temperature of the wort has been cooled down to 70�, add a gill of thick yeast to every nine gallons of the wort in the coolers, first mixing the yeast with a little of the wort that it may more readily combine with the boiled wort. When the ale wort is cooled to 60�, draw it off from the coolers with the yeast, and put it into 238 ART OF BREWING. the machine boiler, which having been pre- viously cleared from the hops, and the per- forated cylinder having been removed, suf- fer it to ferment until the head of yeast has assumed the appearance of a thick brown crust, about an inch or two deep, which usually takes place in two or three days. If the temperature of the air is below 55�, it is better to place the fermenting wort in a situation not exposed to the cold draught of air ; the cellar in which the beer is to be kept, may most likely be a proper place on such an occasion. When the head of yeast has the before-mentioned ap- pearance, draw olf the beer free from the yeast and sediment at the bottom into a clean cask, of such a capacity as will just hold it, and when the fermentation has completely ceased, put in a handful of hops. ART OF BREWING. 239 bung down the cask tight, and place it in a cool cellar. This ale will be fit for use in three or four weeks.� � The second, or table beer wort, should be transferred from the coolers, together with the yeast and sediment into a cask, open at the top, and suffered to ferment. � To brew Table Ale . � Mix the first and second worts together, suffer it to ferment, and proceed in the same manner as before directed.� �If the beer is for present use, take three quarters of a pound of hops to each bushel of brown malt ; but if intended for store beer, take one pound of hops to each bushel of malt, and proceed in the same manner as before described for brewing ale, with table beer. The first wort, if fermented se- parately, will be stout porter, and fit for use 240 ART OF BREWING. in three or four weeks ; the second wort will be table beer, and fit for use as soon as it is fine, which will he in about one week; If the first and second worts be mixed, as for table ale, the beer will become com- mon porter.'�' � To brew Table Beer . � If for immediate use, take half a pound of hops to each bushel of pale malt. If the beer be intended to be kept two or three months, one pound of hops to a bushel of malt ought to be employed. The process of brewing should be the same as described for brewing porter and table beer, with the addition of a third wort.� ART OF BREWING. 241 METHOD OF ASCERTAINING THE STRENGTH OR QUANTITY OF SPIRIT CONTAINED IN PORTER, ALE, OR OTHER KINDS OF MALT LIQUORS. The strength of all kinds of beer, like that of wine, depends on the quantity of spirit contained in a given bulk of the liquor. The reader need scarcely be told, that of no article there are more varieties than of malt liquors. This, no doubt, arises from the different modes of manufacturing the beer, although the ingredients are the same. This difference is more striking in the por- ter manufactured among country brewers, than it is in the beer brewed by the London porter brewers. The totality of the London porter exhibits but very slight differences, M 242 ' ART OF BREWING. both with respect to strength or quantity of spirit, and solid extractive matter con- tained in a given hulk of it. The spirit may be stated, upon an average, to be 4,50 per cent, in porter retailed at the publi- cans. The country-brewed porter is sel- dom well fermented, and rarely contains so large a quantity of spirit ; it usually abounds in mucilage. I have elsewhere shewn*- that the quantity of alcohol of 833 specific gravity, contained in different kinds of beer, as sent out to the publicans, from the London brew-houses, is as follows, namely : brmvn stout, 7, 25, and porter 5,25 per cent. (See also page 1 1 .) The method of ascertaining the strength or quantity of spirit contained in porter, ale, or other kinds of malt liquors, may be * A Treatise on the Adulteration of Food and Culinary Poisons, 2nd Edit. 1820, p. 173. ART OF BREWING. 243 accomplished in the following mannel* : Take any quantity of the beer, put it into a glass retort, furnished with a receiver, and distil, with a gentle heat, as long as any spirit passes over into the receiver, which may be known by heating from time to time a small quantity of the obtained fluid in a tea-spoon over a candle, and bringing into contact with the vapour of it the flame of a piece of paper. If the vapour catches fire, the distillation must be con- tinued until the vapour ceases to be set on fire by the contact of a flaming body. To the distilled liquid, which is the spii�it of the beer combined with water, add, in small quantities at a time, pure sub-carbonate of potash (previously freed from water by having been exposed to a red heat), till the last portion of this salt added remains undissolved in the fluid. The spirit will M 2 244 AUT OF BREWING. thus become separated from the water, for the sub-carbonate of potash extracts from it the whole of the water which it contained ; and this combination sinks to the bottom, and the spirit alone floats on the top. If this experiment be made in a glass tube, of about half or three quarters of an inch in diameter, and graduated into 50 or 100 equal parts, the relative per centage of spi- rit, by measure, in a given quantity of beer, may be seen by mere inspection. One of the qualities of good porter is, that it should bear a a fine frothy head, as it is technically termed : because professed judges of this beverage, would not pronounce the liquor excellent, although it possessed all other good qualities of porter, w'ithout this requisite, To impart to porter this property of froth- ing when poured from one vessel into ano- ART OF BREWING. U6 ther, or to produce what is also termed a cauli/lotver head, the mixture called beer- heading, composed of common green vitriol (sulphate of iron), alum, and salt, is added. This addition to the beer is generally made by the publicans. The practice is contrary to law. Half an ounce of the mixture is usually added to a barrel of beer. LAWS WITH REGARD TO THE SIZE OF BEER BARRELS. Every barrel of beer or ale, brewed by the public brewers in Great Britain, whe- ther within or without the bills of mor- tality, is to contain thirty-six gallons, ac- cording to the standard ale quart kept in the Exchequer.* * 43 Geo. 3. c. 69. 346 ART OF BREWING But nothing herein is to extend to alter the quantity to be returned, as and for a barrel of beer or ale brewed by any victu- aller or retailer, or any person other than a conamon brewer, who shall sell, or tap out beer or ale publicly or privately, but the same shall remain as declared by the statute.* .a-. Within the bills of mortality, every bar- rel of beer is to contain thirty-six gallons, according to the standard ale quart kept in the Exchequer; and every barrel of ale thirty-two gallons. f Out of the said limits, every barrel of beer or ale, whether strong or small, is to contain thirty-four gallons, according to the aforementioned standard,^ * 1. Will, and Mar. sess. 1. c. 24. t 12 Clia. 2. c. 53 ; 1. Will, and Mar. sess. 1. c. 24. I 1 Will, and Mar. Sess. 1. c. 24. A (IT OF BREWING. 247 LAWS PROHIBITING BREWERS MIXING TABLE BEER WITHSTRONG BEER. The adulterating strong beer, porter, or ale, with small beei', is prohibited by law ; since both the revenue and the public suf- fer by it. The revenue suffers, because a larger quantity of beer is sold as stiong beer ; that is, at a price exceeding the price of table beer, without the strong beer duty being paid. In the next place, the brewer suffers, because the retailer gets table or mild beer, and retails it as strong beer. The following are the words of the Act, prohibiting the brewers mixing table beer with strong beer ; � � If any common brewer shall mix, or suffer to be mixed, any strong beer, or strong worts with table beer or table worts, 348 ART OF BREWING. or with water in any g-uile or fermenting^ tun after the declaration of the quantity of such guile shall have been made ; or if he shall at any time mix, or suffer to be mixed, strong beer or strong worts with table beer worts or with water, in any vat, cask, tub, measures, or utensil, not being an entered guile or fermenting tun, he shall forfeit �. 200 . � If any common or other brewer, inn- keeper, victualler, or retailer of beer or ale shall mix, or suffer to be mixed, any strong beer, or ale worts, with table beer worts, or water, in any tub or measure, he shall forfeit.�.50.� The difference between strong and table beer, is thus settled by Parlia- ment. ART OF BREWING. 249 LEGAL DISTINCTION OF STRONG AND SMALL BEER. All beer or ale * above the price of eighteen shillings per barrel, exclusive of ale duties now payable (viz. ten shillings per barrel) , or that may be hereafter pay- able in respect thereof, shall be deemed strong beer or ale ; and all beer of the price of eighteen shillings the barrel or under, exclusive of the duty payable (viz. two shillings per barrel) in respect thereof shall be deemed table beer within the meaning of this and all other Acts now in force, or that may hereafter be passed in relation to beer or ale or any duties thereon.� � 59 Geo. III. c. 63, � 25. M 3 250 ART OF BREWING. LAWS PROHIBITING BREWERS FROM USING ANY INGREDIENTS IN BREWING, EXCEPT MALT AND HOPS. No common brewer, or retailer of beer or ale, is to use in brewing, or making beer or ale, any molasses, coarse sugar, honey, or composition, or extract of sugar, on forfeiture of the liquor wherein the same is put, as also of of. 100: and if any common brewer receives into his possession above lOlbs. weight of any of these articles, he forfeits .�.100 ; and every servant or person assisting in using the same, or in carrying or conveying the same into the house, brewhouse, or any other place belonging to such brewer, he forfeits .�.20, and in default of payment, shall suffer three months im- prisonment.* � 1 Will, and Mary, sess. 1, c. 24 j 10 and 1 1 Will. 3. c. 21. ART OF BREWING. 251 ' No common brewer, or other retailer of beer or ale, is to make use of any sugar, honey, foreign grains, Guinea pepper, essentia bine, cocculus indicus, or any un- wholesome ingredients whatever, in brew- ing or making beer or ale, or mix any such ingredients with beer or ale, on forfeiture No common brewer is to use any broom, wormwood, or any other bitter ingredient, instead of hops, in brewing or making beer or ale, on forfeiture of �.20 ; but the in- fusing of broom or wormwood into beer or ale by the retailer, after it is tunned, to make broom or wormwood ale or beer, is excepted, t No person is to mix or prepare from beer grounds, stale beer, sugar water, distiller�s ? 12 Anne, sees. 1. c. 2. t 9 Anne, c. 12. 252 ART OF BREWING. spent wash, sugar, molasses,vitriol, quassia, cocculus indicus, grains of paradise, Guinea pepper, opium, or any material or ingre- dient, (except malt and hops) any liquor to imitate or resemble, or to be mixed with or used as beer or ale, brewed from malt and hops, nor sell or deliver to any brewer or dealer in, or retailer of beer or ale, or to any person whatever, any such liquor so mixed or prepared, on forfeiture of �.200 ; and all such liquor so mixed or prepared, and all the beer grounds, &c. in the custody of such person, with every copper, cooler, tun, or other vessel, in which any such li- quor or material shall be contained, or which shall have been made use of in the mixing or preparing of any such liquor, are forfeited.* No brewer of, or deakr in, or seller of, � 42. Geo. 3 c. 38. ART OF BREWING. 253 beer or ale, is to receive into his possession any stale beer or beer grounds, or mix with any beer or ale, any liquor fabricated or prepared from any materials or ingre- dients as aforesaid, (except malt and hops) or in the manufacture or preparation whereof any material or ingredient as afore- said, (other than malt and hops) shall be mixed, on forfeiture of �.100.* But no brewer of, or dealer in, or seller of beer or ale, is liable to the same penalty of f.lOO for receiving stale beer returned, or any beer grounds at the bottom of any cask returned by any person to whom he had sent it filled with the beer from which the grounds were produced ; nor is any dealer, not being a brewer, liable to the said penalty for having in his custody any liquor fabricated or prepared from any ma- * 42. Geo. 3. c. 38. 254 ART OF BREWING. terials or ingredients as aforesaid, other than malt and hops, or in the fabrication or preparation whereof any materials or ingre- dients, other than malt and hops, have been employed, if he satisfactorily prove that such liquor was bought in open trade from some regular brewer, and that he had no knowledge of its being illegally com- pounded.* No brewer of, or dealer in, or retailer of, beer, is to receive into his possession, or make, or use, or mix with, or put into any worts or beer, any liquor, extract, calx, or other material or preparation for darkening the colour of worts or beer, other than brown malt, ground or unground, as commonly used in brewing, or shall re- ceive into his possession, or use, or mix * 42. Geo. 3. c. 38. AET OF BREWING. 255 with, or put into any worts or beer, any molasses, honey, liquorice, vitriol, quassia, cocculus indicus, grains of paradise, Guinea pepper, or opium, or any extract or pre- paration of such articles, or any article or preparation for, or as a substitute for malt or hops ; and if any brewer of, dealer in, or retailer of beer, shall offend in any of the above particulars, all such liquor, ex- tract, calx, molasses, honey, vitriol, quassia, cocculus indicus, grains of paradise, Guinea pepper, opium, article or preparation, and also the worts and beer, shall be forfeited, with the casks and other packages contain- ing the same, as also �.200.* * 56. Geo. 3. c. 68. 256 ART OF BREWING. LAWS PROHIBITING DRUGGISTS OR OTHER PER- SONS TO SUPPLY ILLEGAL INGREDIENTS TO BREWERS FOR ADULTERATING BEER. The Act of Parliament * prohibits che- mists, grocers, and druggists, from sup- plying illegal ingredients to brewers under a heavy penalty, as is obvious from the following abstract of the Act. �No druggist, vender of, or dealer in, drugs, or chemist, or other person, shall sell or deliver to any licensed brewer, dealer in, or retailer of beer, knowing him to be such, or shall sell or deliver to any person on account of or in trust for any such brewer, dealer or retailer, any liquor called by the name of or sold as colouring, � 56. Geo 3. c. 2. ART OF BREWING. 25T from whatever material the same may be made, or any material or preparation other than ungvound brown malt for darkening the colour of worts, or beer, or any liquor or preparation made use of for darkening the colour of worts or beer, or any mo- lasses, honey, vitriol, quassia, cocculus, in- dicus, grains of paradise, Guinea pepper, or opium, or any extract or preparation of molasses, or any article or preparation to be used in worts or beer for or as a substitute for malt or hops ; and if any druggist shall olfend in any of these par- ticulars, such liquor preparation, molas- ses, &c. shall be forfeited and may be seized by any officer of Excise, and the person so offending shall for each offence forfeit �.500.� 25S ART OF BREWING. LAWS PROHIBITING THE ADULTERATION OF HOPS. The adulterating of hops is prohibited by the Legislature.* � If any person shall put any drug or ingredient whatever into hops to alter the colour or scent thereof, every person so of- fending, convicted by the oath of one wit- ness before one justice of peace for the county or place where the offence was com- mitted, shall forfeit �.5 for every hundred weight.� SALE PRICE OF BEER AND ALE. No brewer or retailer is to charge more than the duty of excise beyond the usual price for beer or ale.f * 7- Geo.2.c. 19, �2. t 12. Cha. 2. c. 23. ART OF BREWING. 259 No common brewer is to sell, or permit to be sold, any beer, brewed or made as or for table beer, and charged with duty as table beer, at a higher price than 16s. the barrel, exclusive of the duties, either as the price of the beer, or under pretence of carriage, credit, or interest of money, or under any other pretence whatever, on forfeiture of �.100.* No brewer or retailer, is liable to any prosecution for advancing the price of strong beer or ale in a reasonable de- gree, t No beer or ale is to be delivered by the brewer or maker thereof, to any victualler, or other retailer, until he has paid the du- ties.! Every common brewer, who shall sell * 42. Geo. 3. c. 38. 1 2. Geo. 3. c. 44. J 12. Cha. 2. c. 23. 260 ART OF BREWING. beer, ale, or worts, in any less quantity, at one time, than in a whole cask, contain- ing four gallons and a half, is to be deemed a retailer, and is not to be entitled to the allowance for waste by fillings and leak- age.* No common brewer is to sell beer, ale, or worts, in any less quantity than a whole cask, containing four gallons and a half, on forfeiture of �.50. t CLEANSING, STORING, AND SALE OF TABLE BEER. As soon as any table beer is cleansed and put into casks, the common brewer, by whom it was made, is immediately to mark each cask, or to cause the same to be done, with the capital Roman letter T, of 25. Geo. 3. c. 73. 1 32. Geo. 3. c. 8. ART OF BREWING. 261 the length of four inches at the least, and continue the same on the cask during the time it remains in his custody, and until it is delivered into the custody of the person to whom it may be sold, on forfeiture of �50.* Every common brewer of table beer is, as soon as it is cleansed or put into casks, to cause the same to be removed into, and kept separate, and in a separate storehouse, room, cellar, or other place, from all other beer whatever, on forfeiture of �.50 for every cask of table beer not so removed or kept.f No table beer is to be put into, cleansed, or stored in any cask, vat, or vessel, ex- ceeding the content or size of a butt or pipe of three barrels, on forfeiture of �100. for each olfence. But nothing herein is to � 12. Geo. 3. c. 38. t Ibid. 26-2 ART OF BREWING. prevent any common brewer, on giving twenty-four hour�s notice thereof, in wri- ting, to the officer, from putting into any tun, vat, or vessel, of a larger content, a sufficient quantity of table beer, not ex- ceeding two barrels, for every one hundred barrels of the content of such vessel, to preserve it in a proper state for storing of strong beer ; provided that no strong beer be put into any such large vessel until the table has been taken out of the same, in the presence of, or to the satisfaction of the officer.* Every dealer in and seller of table beer, who shajl sell or dispose of any such beer, exceeding the quantity of one gallon at a time, is to make entry, in vrriting, at the office of Excise, within the limits whereof * 12 Geo. 3. 0 . 38. AKT OF BREWING. 263 lie shall sell such beer, of all storehouses, rooms, cellars, or other places or storing-, keeping-, or selling such beer, and is sub- ject to the survey, examination, and inspec- tion of the officer of Excise, and to all the rules, regulations, restrictions, and provi- sions of Excise, to which victualers or retailers of beer or ale are now liable ; and if any person deals in, or sells table beer, exceeding the quantity of one gallon at a time, without making such entry, he forfeits �.50.^- No person, not being a common brewer, is to be allowed to retail beer at any higher price than at the rate of one penny-half- penny the quart, without first entering into a recognizance, and obtaining- a license as a common alehouse-keeper, on forfei- * 42. Geo. 3. c. 38. 264 ART OF BREWING. ture of �.50 over and above the penalty to which he may be liable for selling beer or ale without a license.* No entered dealer in beer, being an ex- porter of beer or ale, is to keep any table beer in any cellar, vault, or other place entered for keeping strong beer, on for- feiture of �.50.f * 42,�Geo. 3. c, 28, f Ibid. ART OF BREWING. 265 DESCRIPTION OF THE PLATES. The figure on the title-page, and also fig. 1 and 2, opposite the title-page, represent sections of the dome-brewing copper used in the London breweries. A description of it has been in part already given, page 50. The dome of the copper is surrounded with a pan, p. p. destined to contain either water or wort, to be heated by means of steam proceeding from the liquor in the copper, for which purpose the copper is furnished with four steam pipes s. s. s. s. fig. 1., and s. s. in the figure on the title- page. It will be seen that these pipes branch out from a perpendicular cylinder or pipe, proceeding from the centre of the copper, as shewn in fig. 2, and also in N 266 ART OF BREWING. the figure on the title-page. The upper ex- tremity of the cylinder is furnished with two safety valves ; one of these valves opens outward, to allow the steam to escape, if its elasticity should become so great as to endanger .the copper-; the other' opens in- wards, to effect a communication .of the inside of the copper with the external : air, in case a condensation of the steam within should take place. The position of these -safety valves are shewn t. t. in the figures 1 and 2. a. is the rouser or axis (see page 66) which passes perpendicularly through the copper ; it is furnished at its lower extremity with a cross bar, from -which chains are suspended in festoons, (see figure on the title-page, and also fig. 2) . This apparatus serves to stir up :the con- ttents of the copper, for which purpose it is furnished at the upper extremity, with ART OF BREWING. 267 a wheel and pinion shewn in the design, b. is a cross bar to keep the >rouser in its proper place. In the design, fig. 2, may be seen, the cast iron door of the copper. It is hung on a joint, and furnished with a balance - weight running over a small pulley c. as. shewn in the sketch ; it is rendered jsteam-tight by means of a cross bar and a screw. R, in figure 1<, in the desigp fiicing the title-page, is a pipe which serves for filling the copper, and also the copper pan ; it terminates into two branches marked m and n. The branch m conveys its contents into the pan over the dome of the copper, and the branch n descends into the body of the copper. The contents of the pan can be let into the copper by means of the valves d d shewn in figure 1. These valves may be opened, by iron rods and levers x, 268 ART OF BREWING. reaching above the brim of the pan. Fig. y, is the sluice cock of the copper to draw off its contents into the. vessel 2 , from which a pipe proceeds communicating with the mash tun, or other vessel. Over the out- let pipe is fixed a wire cage to prevent any solid substance from passing into the pipe. On inspecting minutely figure 2, it will be seen, that the pan of the copper, has a recess, marked w, in order to admit a free access to the door of the copper, which is situated in this recess. Fig. 3, facing the title-page, has been already described (see Portable Brewing Apparatus.) FINIS.  |
|
MORE FROM Foods of England... Cookbooks ● Diary ● Index ● Magic Menu ● Random ● Really English? ● Timeline ● Donate ● English Service ● Food Map of England ● Lost Foods ● Accompaniments ● Biscuits ● Breads ● Cakes and Scones ● Cheeses ● Classic Meals ● Curry Dishes ● Dairy ● Drinks ● Egg Dishes ● Fish ● Fruit ● Fruits & Vegetables ● Game & Offal ● Meat & Meat Dishes ● Pastries and Pies ● Pot Meals ● Poultry ● Preserves & Jams ● Puddings & Sweets ● Sauces and Spicery ● Sausages ● Scones ● Soups ● Sweets and Toffee ● About ... ● Bookshop ● Email: editor@foodsofengland.co.uk COPYRIGHT and ALL RIGHTS RESERVED: © Glyn Hughes 2022 BUILT WITH WHIMBERRY |